1. 保管テーブル: 処理される原料に使用され、原料待機場所とも呼ばれ、通常はカスタマイズされます 1-2。
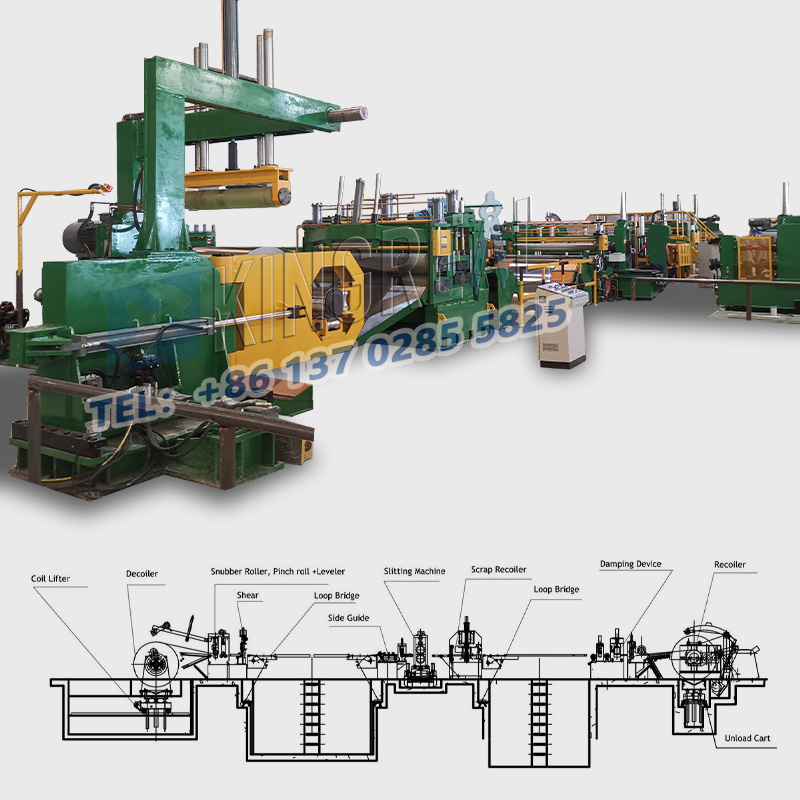
2.ロール輸送カート:保管テーブルに保管される原料をアンコイラーに輸送し、上昇、落下、前後移動などの機能を介して原料をアンコイラーに入れます。通常は視覚的/手動を採用します。モードにすることも、完全に自動の「V」面またはロール面にすることもできます。
3.アンコイラー:通常は単一のカンチレバータイプで、原材料の重量が大きいため、アンコイラードラムの補助サポートの端に追加する必要があります。アンコイラーシートは通常、機能の移動の前後に単一に沿って平行な方向を持っています、通常は視覚/逆方向モードで原材料のセンタリングを効果的かつ迅速に完了できますが、全自動の自動センタリングにすることもできますが、高価な料金のコストを増やす必要があります。
4. クランプ、レベリング、プレートヘッドせん断:クランプホイールは通常、油圧、空気圧、電動リフト装置であり、レベリングマシンは通常、持ち上げと位置決めの安定性を確保するための電動リフティングとウォームギア構造であり、プレートヘッドせん断は通常油圧せん断です。機械を使用して、ディスクの端に原材料が確実に面一に剪断されるようにします。ドライブは通常、機械のライン速度がスムーズで同期していることを保証するために、無段速度モーターによって駆動されます。
5. ピットのライブセット: 原材料貯蔵バッファピットとも呼ばれ、通常は深さ 2 ~ 4 メートル、長さ 3 ~ 4 メートルで、クランプおよび長手方向のせん断速度に一致するバッファ装置の原材料として使用され、通常は油圧式電動昇降装置を使用します。移行プラットフォーム、原材料をクランプおよび装置をガイドする側面に挿入するため、移行プレートは通常、ローラーの移行表面と耐傷性材料と接触する原材料として使用されます。
6. サイドガイドとクランプ装置: サイドガイドは、高速前進横方向位置決め装置の原材料として使用され、通常は垂直ローラータイプまたは垂直プレート構造を使用し、横方向位置決めの縦方向のせん断で原材料が影響を受けないようにします。流れているように見え、完成品のせん断幅が悪くなります。クランプ装置は一般にローラーで使用され、原材料が剪断される前に性の広がりを確実にします。
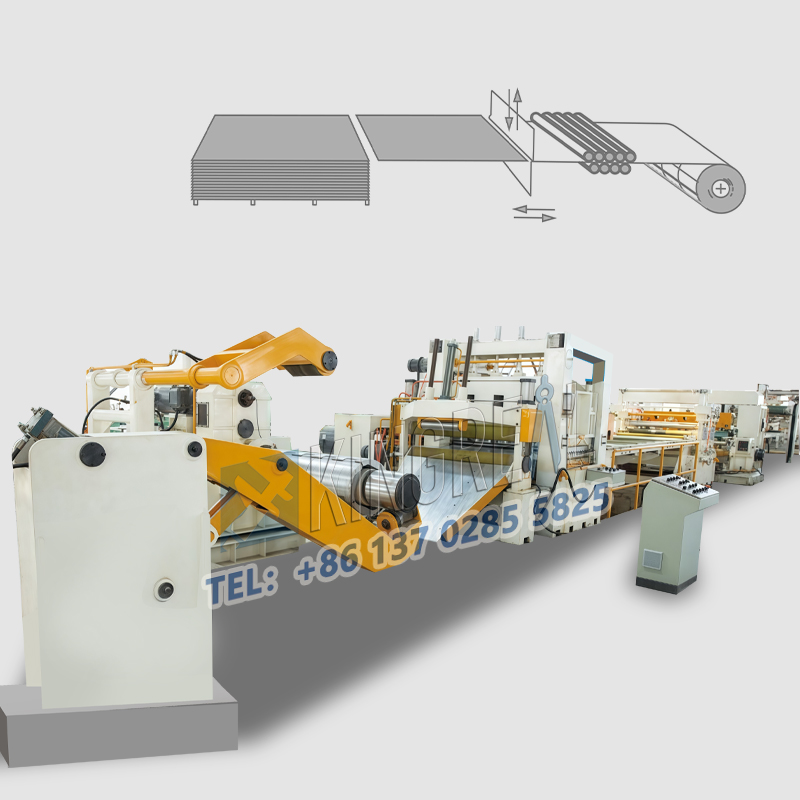
7. スリッター機は、この生産ラインの核となる装置であり、刃とスペーサーの組み合わせにより、完成品の幅を変えて切断します。スリッターナイフの軸精度は非常に高いです。縦方向の振れ、横方向のたわみ、機械的強度がすべて、スリット製品の精度を決定します。丸刃や刃スペーサーなどの付属品の精度要件も、スリッティング製品の精度とナイフの配置時間を決定し、加工出力に直接影響します。巻き戻し方法には、一般にゴムリング巻き戻しとプレッシャープレート巻き戻しの 2 種類があり、ブレードとブレードスペーサーの位置決めには、ナットの位置決めやより高価な油圧シャフトのロックなどがあります。巻き戻し方法には、ゴムリング巻き戻しの 2 種類があります。そしてプレッシャープレートの巻き戻し。
8.トランジションプラットフォーム:トランジションプラットフォームは、装置内の完成品のせん断されたバッファピットのセットへのトランジションであり、ディスクシャーの一部に近い要件を自由に持ち上げることができ、ブレードの列を容易にします。グループおよび完成品の品質測定およびその他の機能は、材料の端の固定部分に圧力プレート装置があり、せん断後に完成品がライブセットのピットに落ちて結び目が混乱するのを防ぎます。
8.スクラップエッジ巻き取り機:スクラップエッジ巻き取り機は、スクラップエッジワイヤーの保管と輸送を容易にするために、材料の剪断後にスクラップエッジを束に巻き戻すディスクタイプの収集装置を採用しており、通常はネジ式ガイドが追加されています。無段変速・張力制御モータ駆動を採用し、非常停止ブレーキを備えたカムリンク式ガイド装置と手動アンロードと自動アンロードの2通りの方式があります。
9. フロント分離装置: フロント分離装置は、完成品が張力生産ステーションに入る前に完成品を分離するためのもので、完成したベルトが張力で圧迫されたときにベルトが交差して積み重ねられないようにします。通常、2 つの分離装置と 2 つの分離装置で構成されます。位置決めとベルト滑り防止のプレスホイールを備え、前部には昇降可能な分離シャフトを採用し、プレスホイールによるプレス板の塑性変形を防止でき、分離シャフトは可動ガイドレールを採用しています。分離シャフトのスライドにより、便利かつ柔軟に引き出すことができ、パーティションの列のグループ化を容易にするために、分離シャフトは可動ガイドレールを採用しており、簡単かつ柔軟に引き出すことができます。
10. 前者の分離装置: 前者の分離装置は、完成品が張力によって圧迫されたときに交差して積み重ねられないように、張力生産ステーションに入る前に完成品を分離するものであり、一般的に構成されています。 2重分離位置決めベルト滑り防止プレスホイールを採用し、前段は昇降可能な分離シャフトを採用し、プレスホイールによるプレス板の塑性変形を防止し、分離シャフトには可動ガイドレールを採用し、分離シャフトのスライドにより便利かつ柔軟に引き出すことができ、分離シャフトの列グループ化を容易にします。分離シャフトには可動ガイドレールが採用されており、分離シャフトを柔軟かつ便利に引き出すことができます。シート。
11.張力発生ステーション:張力発生ステーションはプレート張力ステーション、ベルト張力ステーション、ローラー張力ステーションに分かれており、通常は調整可能な油圧を採用して圧力を上げ下げし、張力を生成する機能を達成しますが、ベルトのタイプとローラー滑り摩擦抵抗を採用し張力を発生させるタイプです。
13. 巻き戻し機:完成品巻き戻し機とも呼ばれる巻き戻し機は、分割剪断完成品を装置のロールに巻き戻します。巻き戻しドラムは上下構造で、完成品のスムーズな引き出しを容易にし、取り付けられています。完成品がベルトと交差するのを防ぐための分離装置、積み重ねられたベルトとロールフラットの完成品端、油圧リフト、完成品のカウンターバランスバルブによって補完され、自動カウンターバランスをますます大きくすることができます油圧駆動によるプッシュプレート装置の上昇により、完成品がドラム上のドラムから取り出されます。 プッシュプレート装置は油圧駆動により、完成テープを巻き取りリールからスムーズに押し出します。より重いロールを回収する場合は、補助支持装置が使用されます。駆動モーターは定出力モーターで駆動されており、大きなロール生地を巻き取る際にも巻き取りパワーが維持され、テープがたわみません。クイックブレーキブレーキにより、ベルトがナイフを引っ張るのを防ぎます。