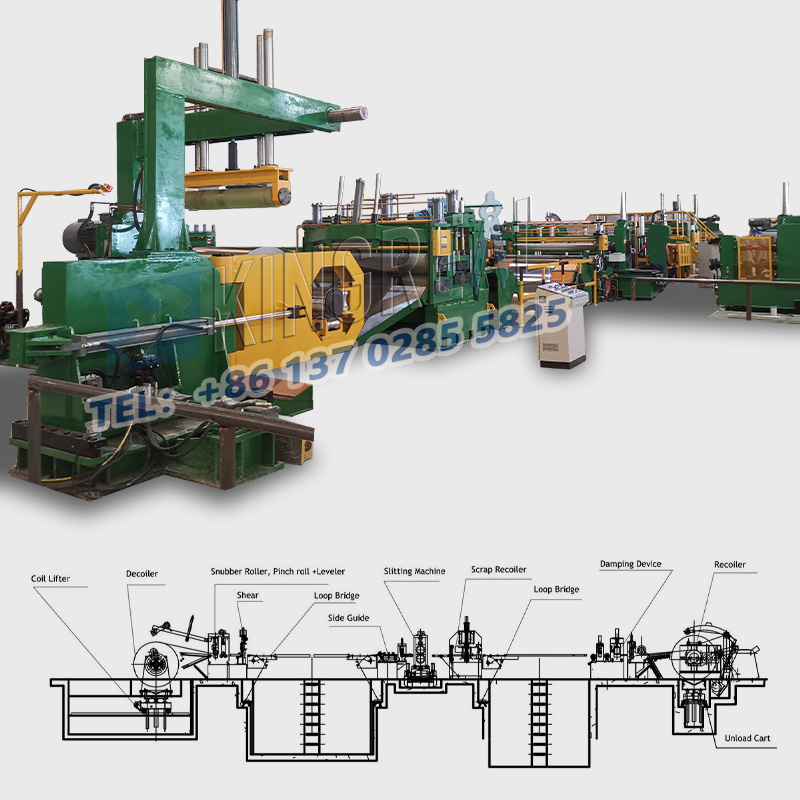
1. 動作中金属スリッター装置、工具に横振れの問題がある場合、工具の横振れや工具の外径などの寸法不良が発生します。工具の横振り値をゼロにすることはできないためです。その原因は、工具の厚みや内径、スペーサーのスリーブ幅などの精度誤差と、厚板をせん断加工する際の横応力による反りです。
2. スチールスリッティングマシン装置の製造中に、鋼板には横方向の反りが発生し、幅寸法が不良になります。これは、横反りの状態でカットされた製品は、ナイフの設定値よりも大きく測定されるためです。
3. 金属スリッターラインの製造・運用に伴い、スペーサースリーブやナイフなどに一定のマッチング誤差が生じます。ナイフのマッチング時の枚数が多いと累積誤差が大きくなります。これは、上限許容差の設定が不十分であることが原因です。スリッター機でカットされる製品の幅は、ナイフの製品側のサイズよりも常にわずかに小さいことを知っておいてください。したがって、この許容範囲の低下がどの程度であるかを事前に予測する必要があります。製品側のナイフを合わせる場合、スペーサースリーブのサイズを参考に決定します。
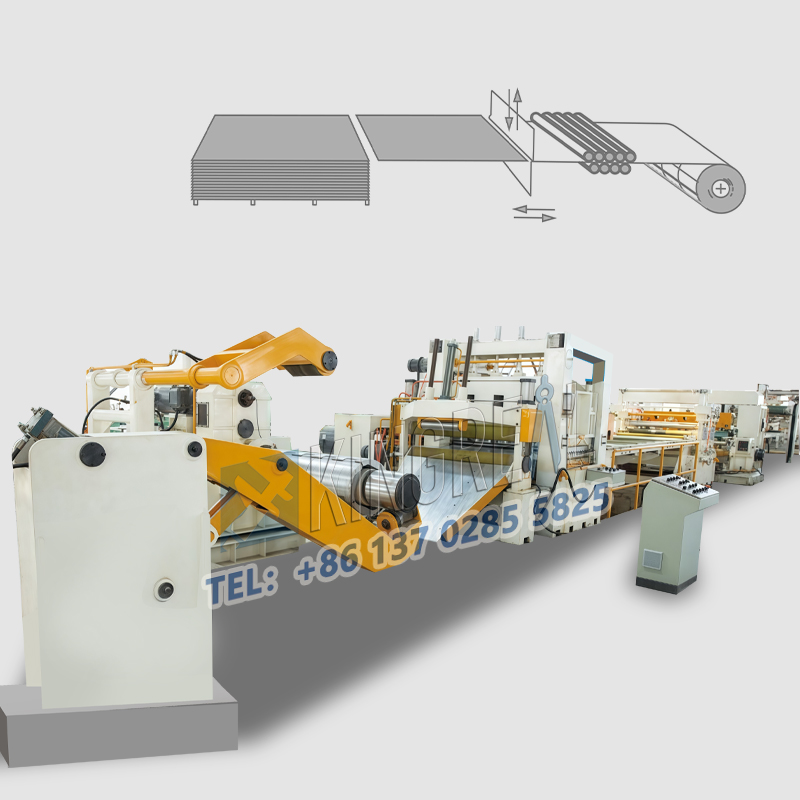
使用するせん断方法も考慮する必要があります。これに対し、コイルスリッター装置がストレートプルシャーリングを採用すると、スチールコイルの張力が増し、横反りがなくなり、サイズも小さくなります。

機械自体に加えて、金属材料の厚さと硬さも、スリットプロセス中の抵抗を決定します。材料が厚く、硬いと切断が難しくなり、スリット後の幅ズレが発生しやすくなります。材料の厚みが増すと、材料の変形や反発も大きくなり、切断精度に影響を与える場合があります。同時に、スリット時の送り速度や作業工程も切断品質に影響を与えます。速度が速すぎると材料が変形し、切断幅に影響を与える可能性があります。速度が遅すぎると、生産効率の低下や材料表面の欠陥が発生する可能性があります。加工工程が仕様通りかどうか、工具の設定が適切かどうかは、切断後の幅精度に大きく関係します。
機械自体に加えて、金属材料の厚さと硬さも、スリットプロセス中の抵抗を決定します。材料が厚く、硬いと切断が難しくなり、スリット後の幅ズレが発生しやすくなります。材料の厚みが増すと、材料の変形や反発も大きくなり、切断精度に影響を与える場合があります。同時に、スリット時の送り速度や作業工程も切断品質に影響を与えます。速度が速すぎると材料が変形し、切断幅に影響を与える可能性があります。速度が遅すぎると、生産効率の低下や材料表面の欠陥が発生する可能性があります。加工工程が仕様通りかどうか、工具の設定が適切かどうかは、切断後の幅精度に大きく関係します。