1.高い生産性。
板厚3mmのオープンコイルラインの場合、定長2000mmの板材の場合、毎分30~35枚、定長500mm未満の板材の場合、毎分80枚の切断が必要です。このような高い生産性は、一般的なシャープレートマシンでは実現できないフルトータルです。
2.フルロード。
オープンコイルラインのユーザーの多くは2~3交代制で、1日に1~20,000回シャープレートマシンをシャーリングします。このような荷重では汎用シャープレートマシンでは使用できません。
3.高信頼性
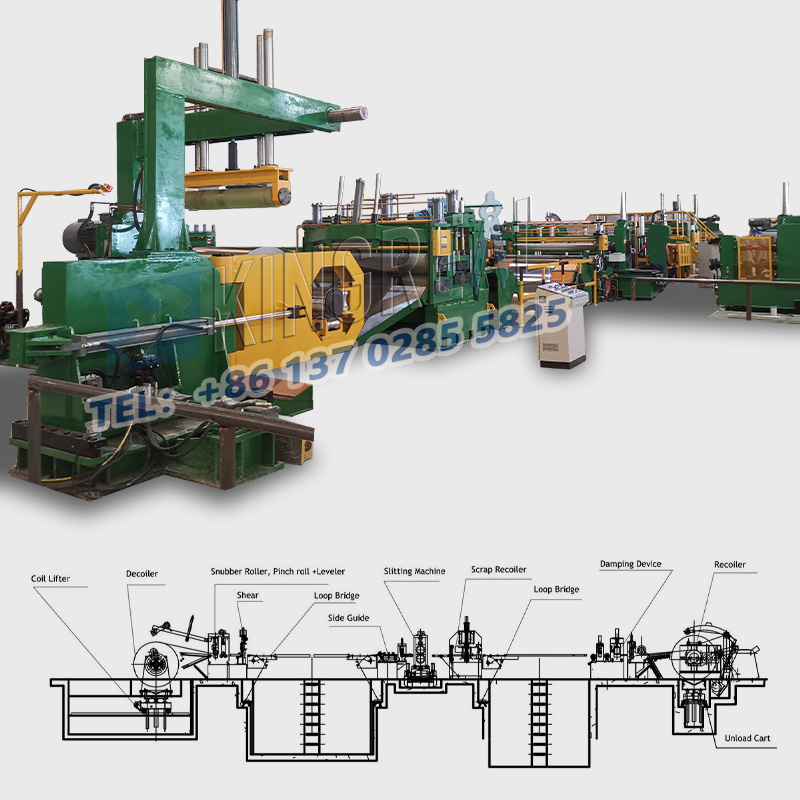
のシャットダウンシャーリングマシンデコイラーライン内でデコイラーライン全体が停止します。自動車工場などのユーザーの場合、デコイラー ラインの停止により、複数のプレス ラインが停止する可能性もあります。
したがって、アンコイリングラインにおけるシャーリングマシンの故障率は可能な限り低くする必要があり、故障診断とトラブルシューティングは比較的容易です。
![]()
4.コイル素材の多様性。
一般的なシャーリングマシンは、一般の炭素鋼、ボリューム材のせん断力を決定するための機械であり、亜鉛めっきクラス、ブリキ、カラーコート板、アルミニウム板の低強度に加えて、高強度ステンレス鋼板、耐候性鋼板、酸洗いも行います。プレートなど
自動車製造に使用されるコイル材料は、無塗装冷延板、熱延酸洗板、高強度冷延板、高強度亜鉛めっき板、片面および両面電解めっき板、片面および両面電解めっき板などです。両面溶融亜鉛メッキ板、アルミ板など
アンコイルラインのユーザーは、加工される材料の機械的特性について言及できないことが多いため、シャーリングマシンを設計および選択する際には、マシンの適用範囲を考慮する必要があります。
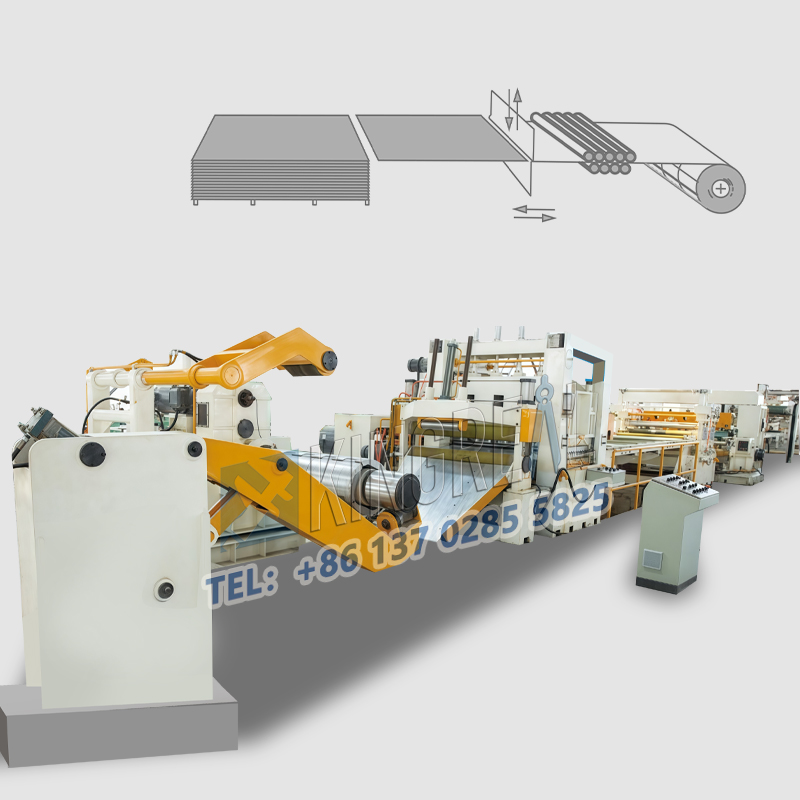
5.特殊な剪断方法。
オープンコイルラインの一部は板材を積み重ねるため、バリや板材表面の摩耗が原因ではなく、板バリ方向の剪断が上方向に必要なため、ナイフフレームの剪断は下から上にカットする必要があり、これはアンダーカット型シアと呼ばれる種類のシアです。
ベルトコンベアの動きに合わせて板材をせん断し、斜行を避けるため、ナイフフレームの刃先形状をヘリンボーンにする必要があり、特に板材の固定長が短い場合に必要となります。