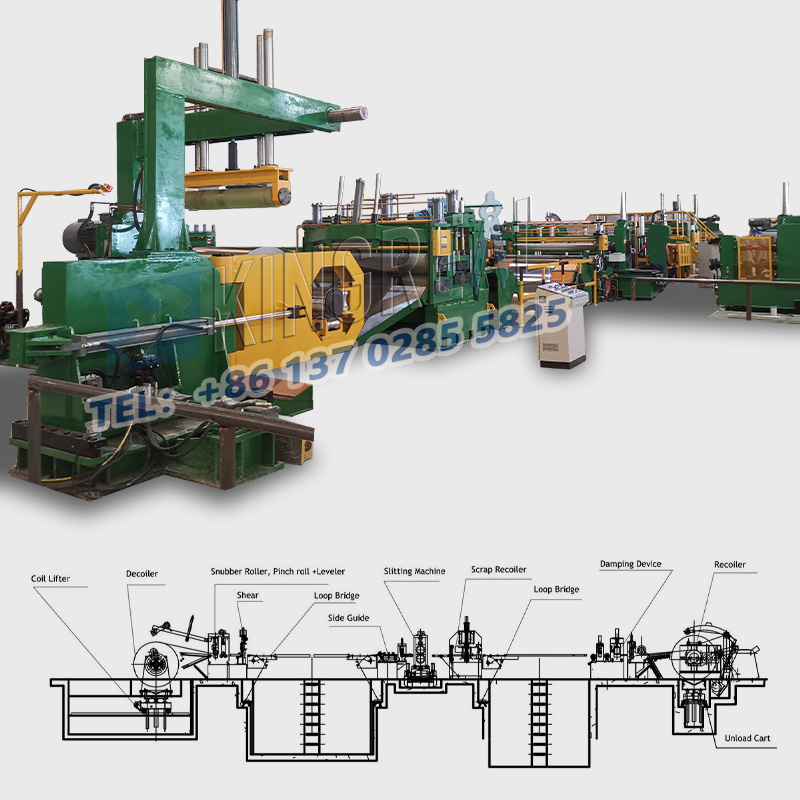
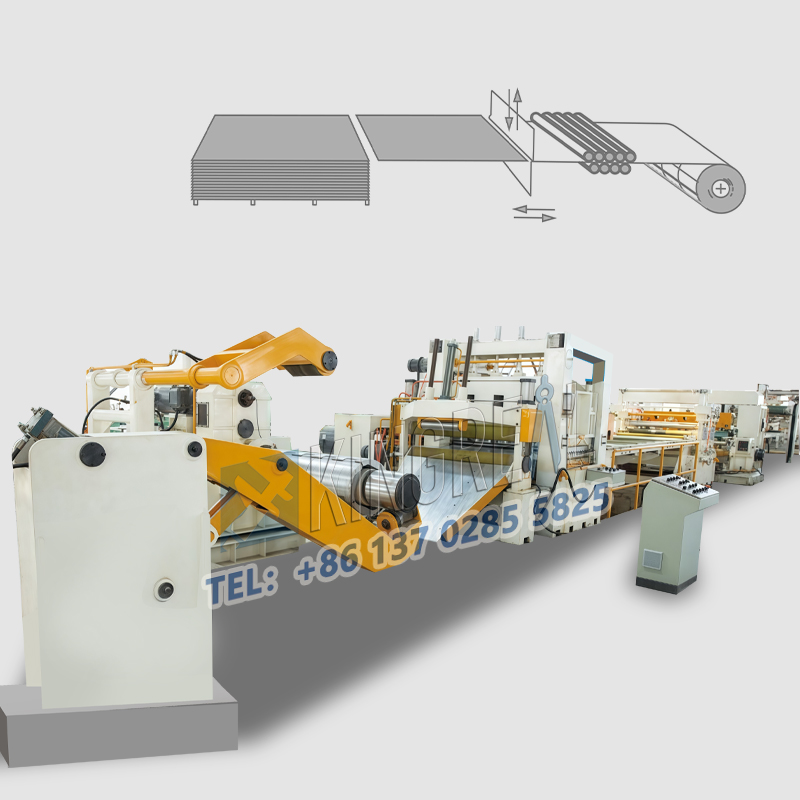
金属コイル加工の分野では、鋼帯スリッター機ステンレス鋼、アルミニウム、炭素鋼、ケイ素鋼などの金属コイルを縦にスリットするのに使用されます。細帯の寸法精度、切断の滑らかさ、バリや反りの有無は、鋼帯スリットラインの上刃と下刃の隙間によって直接決まります。
日々の生産においては、加工するコイルの厚みを変えたり、硬さの異なる材質を使用したりするたびに、オペレーターは鋼帯スリッター機の刃のクリアランスを同時に調整する必要があります。
適切なブレードクリアランスにより、スチールストリップスリッティングラインは、滑らかでバリのない切断と均一な断面層を備えた高精度の細いストリップを切断することができます。クリアランス値が不適切であると、エッジのカール、ブレードの欠け、ストリップの曲がり、エッジのバリの蓄積など、多くの製造上の欠陥が発生します。 この記事「KINGREAL STEEL SLITTER」では、実際の経験とクリアランスパラメータ標準を組み合わせて、鋼帯スリッティングマシンのブレードクリアランスの調整ロジック、実際の方法、およびパラメータ設定仕様を完全に説明します。

鋼帯スリッター機における刃のクリアランスとストリップ精度の関係
鋼帯スリッター機のブレードクリアランスとは、円形剪断ブレードの上下セットが噛み合うときに残される半径方向の隙間を指します。この値は固定された定数ではなく、加工される材料の厚さと硬度の 2 つの主要な変数によって動的に変化します。これら 2 つの要素は、スリットの品質を直接決定します。鋼帯スリットライン.
1. 材料の厚さ
加工されるコイル材の厚みが変わると、それに合わせて鋼帯スリット機の刃クリアランスを調整する必要があります。鋼ストリップのスリッターラインが厚い金属ストリップを処理する場合、ブレードのクリアランスを適切に増やす必要があります。隙間が小さすぎると、上下の刃が板材を強制的に圧迫し、刃体への負荷が瞬間的に大きくなり、刃折れやカッター軸の変形が発生しやすくなり、鋼板スリッター機のカッターやスピンドルの寿命が著しく短くなります。
逆に、鋼帯スリットラインが薄物加工に切り替わる場合には、ブレードクリアランスを小さくする必要があります。クリアランスが大きすぎると、シート材料を刃で完全に切断できず、せん断加工中に材料の端が破れ、完成したストリップの両面に多数のバリが発生します。ひどい場合には、細いストリップ全体が反りを持ち、寸法公差を超え、下流のスタンピング、曲げ、成形プロセスの要件を満たせなくなります。
厚さ 0.1 mm 未満の極薄金属ストリップの場合、金属スリッティング マシンの理論上のブレード ギャップはゼロに近づき、ブレードの微細な連動に依存して精密なスリッティングが実現されます。
2. 材料の硬度と引張強さ
金属が異なれば、引張強さと硬度に大きな違いがあり、その結果、鋼帯スリッター機に適したブレードギャップ範囲がまったく異なります。厚い炭素鋼、ステンレス鋼、ケイ素鋼などの高硬度、高張力の材料は、分子構造が緻密でせん断抵抗が大きいため、鋼帯のスリットラインではより大きな刃のギャップが必要になります。純アルミニウムや薄いアルミニウムシートなどの柔らかくて強度の低い材料は、高い可塑性と低いせん断抵抗を備えているため、鋼帯スリッター機のブレードギャップを適切に小さくすることができます。
金属スリットの物理的原理は純粋な切断ではなく、刃の圧力によるシート材料の部分的なせん断と引張破壊です。材料の硬度が高いほど塑性破壊の割合が高くなり、滑らかな断面を実現するにはより大きなギャップが必要になります。柔らかいアルミニウムは大きな塑性変形を示します。過度のギャップは、材料のはみ出し、剥離、カールの欠陥を引き起こす可能性があります。
帯鋼スリッターラインの刃隙間の標準調整方法
現在、最も主流となっているのは、鋼帯スリッター機市場では、ブレードギャップの正確な制御を実現するために精密シムが使用されています。異なる厚さのシムとブッシュを追加または削除することにより、上部と下部のカッター シャフト ブレード間の半径方向の隙間が正確に制御されます。完全な調整プロセスは、次の 4 つの主要な操作で構成されます。
(1) 基本ギャップにシムを合わせる
正式なスリッティングを行う前に、まずロールの材質と厚さを確認し、ギャップパラメータテーブルに従って基本ギャップ値を選択し、次に対応する厚さの精密シムを選択して鋼帯スリッティングラインのカッターシャフトとブレードの両側に取り付けます。シムの厚さが正確に一致しているため、スチール ストリップ スリッティング マシンのブレードが均等にかみ合い、せん断プロセス中の片側の押し出し、欠け、エッジのカールが防止されます。これにより、刃の磨耗が大幅に軽減され、カッターのセット全体の耐用年数が延長されます。
(2) 刃の研削と同心度の修正
鋼帯スリットラインを高強度で長時間使用し、片側の刃がぶつかると刃の同心度が崩れます。シムの仕様が正しくても、稼働中にブレードギャップは変動します。このような不具合はシムでは調整できません。ブレードのセット全体をスチールストリップスリッティングマシンのカッターシャフトから分解し、専門の研削盤に送って再研削と外部研削を行ってブレードの同心度を修正し、その後シムギャップを再調整する前にスチールストリップスリッティングラインに再設置する必要があります。
(3) スリッティングカッターシャフトのアンバランス修正
鋼板スリット機の上下のカッターシャフトは長期間にわたってせん断衝撃を受けるため、若干の曲がりや表面の偏摩耗が生じます。シャフトの回転中、ブレードのギャップが周期的に変化し、その結果、完成したストリップの片側にはバリが生じ、もう一方の側には滑らかな切断が生じます。これに対処するには、機械を停止し、鋼帯スリッティング ラインのカッター シャフト アセンブリを分解し、シャフト本体の摩耗領域を研削して修正し、回転によって引き起こされるギャップ変動を排除するためにカッター シャフトの動的バランスを校正する必要があります。
(4) ブシュによるせん断隙間の安定化
シムとセパレータブッシュは、鋼帯スリット機のギャップを調整するための重要な補助部品です。切断刃の各グループの両側に取り付けられており、刃を正確に分離し、単一グループの切断ギャップを制御し、上下の刃の水平平行度を維持できます。高張力鋼製のガスケットとブッシュにより高い剛性が得られ、組み立て後のブレードの削れや衝突を防ぎます。また、鋼帯スリッティング ラインのカッター シャフト全体で複数の切断刃間の均一な間隔を確保し、複数の鋼帯にわたって一貫した切断精度を維持します。
帯鋼スリッティングラインの刃間パラメータの標準設定仕様
ブレードギャップを設定するための中心的な基準鋼帯スリッター機加工された材料の厚さ、硬さ、引張強さです。以下の表は、鋼ストリップのスリットラインと互換性のある、一般的に使用されるさまざまな金属の標準ギャップを示しています。
|
厚さ |
ステンレス鋼 |
アルミニウム |
鋼鉄 |
炭素鋼 |
シリコンスティl |
| <0.1mm |
0 | 0 | 0 | 0 | 0 |
| 0.1~0.4mm |
10-15 |
8-12 |
8-12 |
14-20 |
8-10 |
| 0.5~1.0mm |
12-18 |
10-15 |
10-15 |
18-25 | / |
| >1.0mm |
15-20 | 12-18 | 12-18 | 18-25 |
/ |
鋼帯スリッター機のブレードギャップの調整は、完成したコイルスリッティング製品の品質を管理するための中心的なプロセスです。ギャップ値の正確な一致は、鋼帯スリッターラインの生産効率、工具の摩耗、および完成品の合格率に直接影響します。鋼帯スリッター機の毎日の運転中、オペレータは材質と厚さに対応するギャップパラメータを記憶し、精密シムを使用して正しく調整し、バリ、チッピング、寸法偏差などの生産不良を減らすためにブレードとカッターシャフトを定期的に検査する必要があります。
詳細については、鋼帯スリットライン試運転、工具の選択、コイル加工のヒント、またはステンレス鋼、炭素鋼、アルミニウムに適した全自動鋼帯スリッター機のカスタマイズについては、KINGREAL STEEL SLITTER に直接お問い合わせください。