のコイルスリッター機生産ラインは、顧客のニーズに応じて、さまざまな金属コイルを指定のサイズにスリットして巻き戻すプロセス用に設計されており、機械の生産原理に基づいて設計されています。機械設計の観点からは次のように分類できます。

1. 定張力制御原理
一定の張力制御の巻き取りおよび巻き出しプロセスの本質は、負荷の動作を維持するために、ロール直径の変化によるロール直径の変化の動作における負荷を知る必要性の本質です。分割機はロール径の変化に対するモーターの出力トルクの変化に追従して変化する必要があります。 Vシリーズインバータではトルク制御が可能なため、巻線定張力制御が完了します。
2. 同期速度計算
周波数コンバータが低い周波数で動作すると、スリッターの AC 非同期モーターの特性が悪く、起動トルクが低く、サブリニアになることがわかっているため、巻き戻しの全プロセスで次のことを試してください。次の 2HZ で動作するようにモーターが巻き戻されるのを避けるためです。
3. 速度制限動作
ロールの直径を確認すると、低速運転で巻き取る全プロセスがわかります。
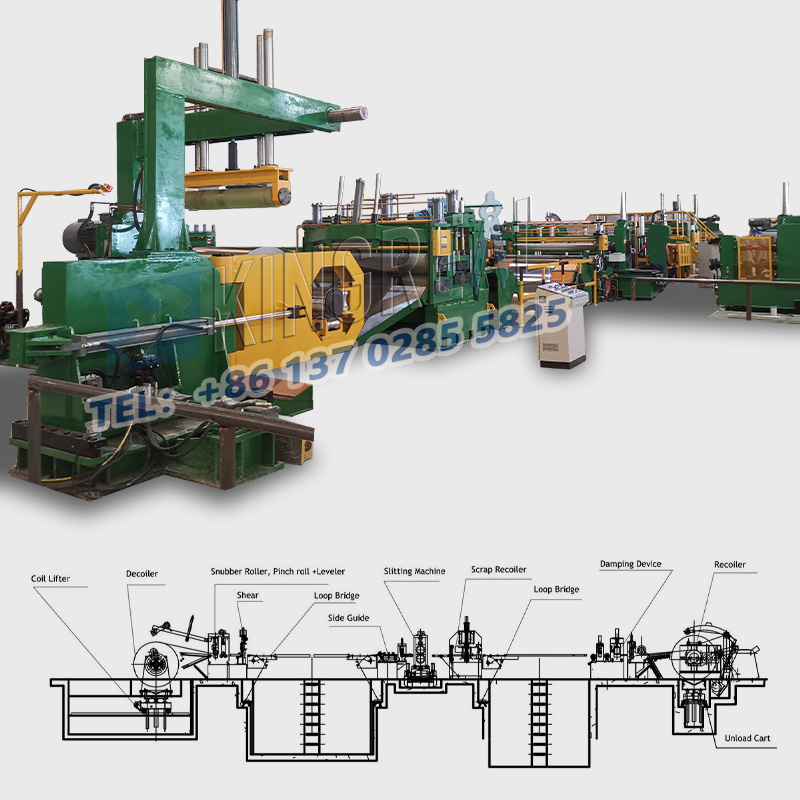
の生産プロセスから設計された生産原理スチールスリッター機以下が含まれます:

1.巻き戻しプロセス:金属材料の大きなロールが巻き出しフレームに取り付けられ、張力制御システムを通じて金属コイルの安定した展開が維持され、コイルの緩みや暴走を防ぎます。
2. レベリングプロセス: 金属コイルはレベリングマシンに入ります。レベリングマシンは通常複数のローラーで構成されており、このローラーを通してコイルに圧力が加えられ、コイルの波打ちや曲がりが除去されます。
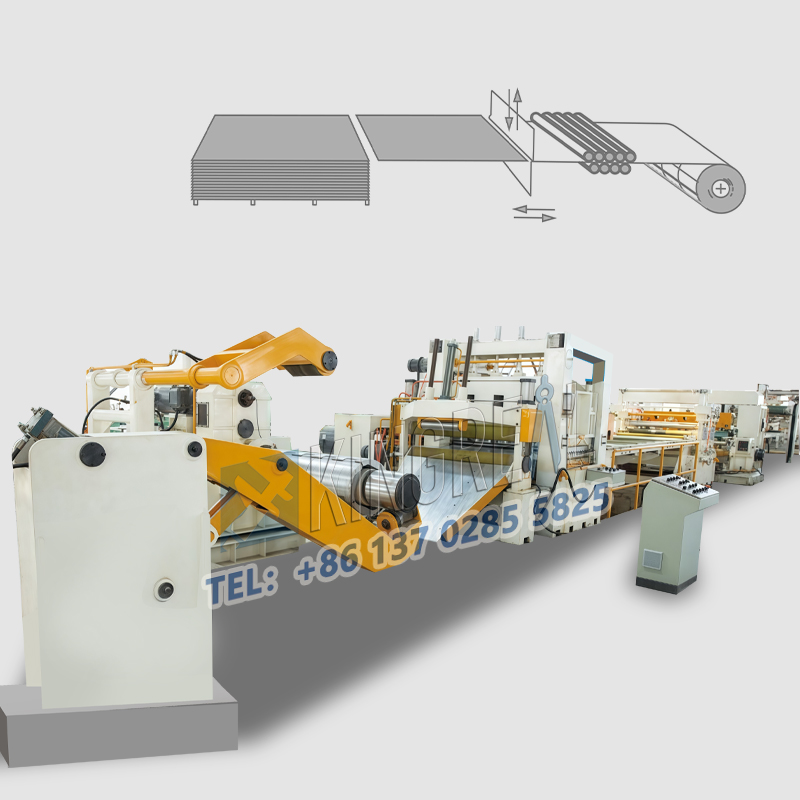
3. スリッター工程:スリッター機のナイフ群に金属コイルが入り、ナイフ群の上下の円板刃が同時に回転し、金属素材が刃を通過する際に所定幅の短冊状に切断されます。ブレードの材質とブレードの切れ味は、スリットの品質と効率に重要な影響を与えます。
4. 巻き取りプロセス: 切断された細いストリップは、ガイド装置を通って巻き取り機に入ります。巻き取り機には通常、いくつかの巻き取りシャフトが装備されており、各シャフトには細いストリップが巻き付けられ、巻き取り中に一定の張力が維持され、確実に巻き取りが行われます。細い帯がしっかりと巻かれています。
5. 廃棄物の処理: エッジ廃棄物は、生産性や作業環境に影響を与える廃棄物を避けるために、廃棄物カッターや廃棄物ワインダーなどの廃棄物収集装置を使用して収集および処分されます。