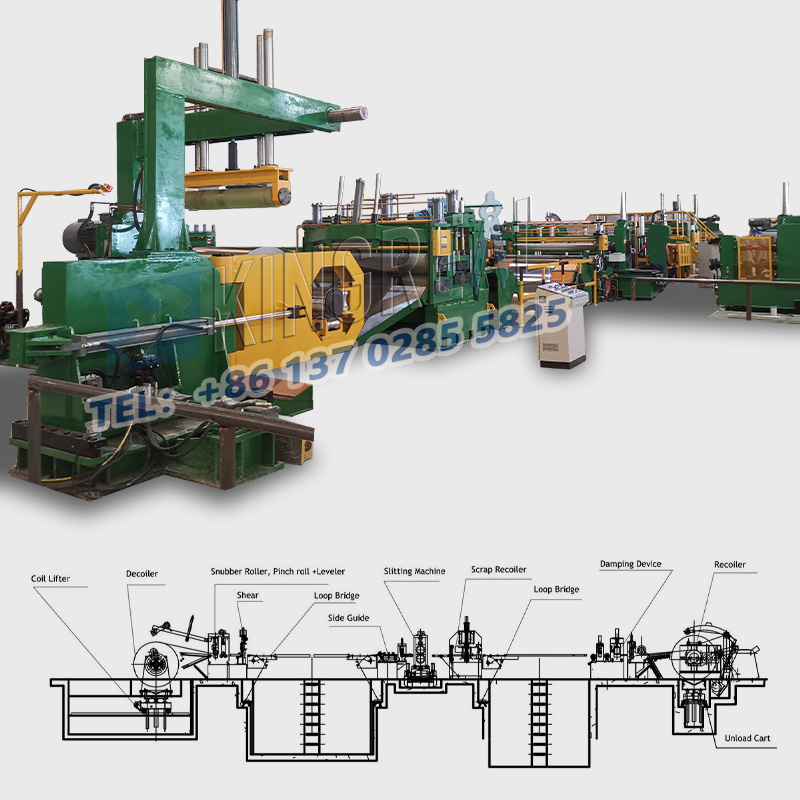
金属スリッター機金属加工業界で広く使用されており、主に金属材料の大きなロールをいくつかの細いストリップに切断するために使用されます。しかし、実際の金属スリットラインではさまざまな異常が発生し、加工効率の低下や材料の無駄が発生することがあります。 KINGREAL STEEL SLITER によるこの記事では、金属スリッター機に関するいくつかの一般的な操作上の問題に対処し、ユーザーが金属スリッティング ラインをより効果的に活用できるように、対応する解決策を提供します。
1.1 コイルの崩壊
スリット後、スチールコイルをリールから取り出すと、コイルが崩れて楕円形になることが多い。この現象の主な原因は、巻き取り時の張力不足や鋼帯表面に防錆油が付着して層間の摩擦が十分に行われないことです。この問題を解決するには、次のような対策を講じることができます。
1.1.1 コイルの変形を防ぐために、巻線プロセス中に十分な張力がかかっていることを確認してください。
1.1.2 鋼ストリップの表面を定期的に検査して、表面がきれいで油がないことを確認し、層間の摩擦が良好であることを確認します。
1.2 不均一なスチールコイルエッジ
スチール コイルのエッジが不均一になるのは主に次の要因によって発生します。
1.2.1 テンションが悪い:巻き始めのテンションが弱く、巻き終わりのテンションが強いと巻きムラが発生します。これを避けるには、巻き始めはテンションを上げ、巻き終わりはテンションを下げる必要があります。
1.2.2 不均一な張力分布: 鋼帯の先端が真っ直ぐに切断されていないか、切断中にクランプが鋼帯の先端に食い込むと、不均一な張力分布が発生します。操作前に、スリッターストリップがリールの表面にしっかりと取り付けられ、均一な張力が確保されていることを確認してください。
1.2.3 ループピット内の振動:ループピット内で鋼帯が左右に振動し、小ガイドローラーが適切に固定されていない場合、テンションプレートの角度が変化し、巻きムラが発生する可能性があります。振動を減らすために、ループピットの後にカーペットまたはフェルトを使用して鋼帯表面に接触させることができ、小さなガイドローラーを固定する必要があります。
1.2.4 バリの発生: 幅の狭い鋼ストリップの場合、切断中に大きなバリや両側に不均一なバリが発生すると、不均一な巻きが発生する可能性があります。この問題を効果的に防止するには、バリが上を向いた鋼ストリップをループピット内で裏返し、バリが下を向くようにすることをお勧めします。
スリット加工後の鋼帯は、横曲がり等の変形が生じる場合があります。理由は非常に複雑です。
2.1 不均一なせん断ギャップ:
で金属スリッター機、カッター シャフト肩部の不正確な基準点、カッター シャフト ベアリングの過剰な軸方向クリアランス、またはスペーサーやその厚さの誤差はすべて、不均一なせん断ギャップを引き起こし、変形を引き起こす可能性があります。金属スリッターラインを定期的に検査および校正して正常に動作していることを確認することで、この状況を効果的に防ぐことができます。
2.2 材料の厚さの変化:
幅広の素材の中央部分と端の部分の厚さの違いは、特に圧延素材の場合によくある問題です。金属のスリットラインの精度や調整技術の違いにより、メーカーごとに素材の厚みのばらつきも異なります。加工前に厚みテストを実施し、実際の厚みの差に応じて調整することをお勧めします。
2.3 母材の曲げ:
圧延時に母材に発生する内部応力を潜在残留応力といいます。縦方向のスリット後に応力バランスが失われると、鋼ストリップの曲がりが発生する可能性があります。したがって、高品質の原材料の選択と圧延プロセスの最適化が重要な解決策となります。
2.4 一貫性のないバリやエッジ:
コイリング時にバリが大きい側の板厚が厚くなるとコイル径が大きくなり、ラッパ状の曲がりが発生します。そこで、反対側に適度な厚みの紙を挟んだり、スリット加工を施したりすることが考えられます。
2.5 ストリップの波状エッジ:
コイリングプロセス中、バリの存在により鋼ストリップのエッジの厚さが増加し、エッジが伸びる可能性があります。金属スリッティングマシンの稼働中、側圧を減らすために水平クリアランスを増やす必要があります。また、切断材料に適した刃を使用し、刃の磨耗を軽減することもこの問題の解決に役立ちます。
3.1 刃に捕らえられる
幅の狭い帯鋼をスリットする際、指型押さえ板が外刃2枚の隙間を完全に埋めていないと、帯鋼が外刃2枚に引っかかり、シワが発生する場合があります。この問題を防ぐ効果的な方法は、外側のブレード間の隙間を平らなプレッシャー プレートで埋め、摩擦を減らすためにブレードに定期的に灯油を塗布することです。
3.2 巻取りドラムのジョー部分のシワ
金属スリッター機では、最初の巻き取り時にスチールストリップが巻き取りドラムにしっかりとフィットしないと、その後の巻き取り中にしわが発生する可能性があります。これを避けるために、巻取りドラムのジョーを定期的にチェックし、巻取りの開始時にスチールストリップがドラムにしっかりとしっかりと取り付けられていることを確認する必要があります。
4.1 プレッシャープレートによるブレードマーク
プレッシャープレートの高さがガイドプレートと一致していない場合、鋼帯に過度の圧力がかかり、ブレードマークが発生する可能性があります。したがって、プレッシャープレートの高さを定期的にチェックして調整し、ガイドプレートの高さと一致していることを確認する必要があります。
4.2 刃圧板の振動
刃圧板が上下に振動すると、刃痕の原因にもなります。これらのブレード マークは通常、断続的であり、主な原因には、スピンドルの曲がり、ブレードとスピンドル間の過剰なクリアランス、ブレードの反対側の金属破片の焼結などが含まれます。スピンドルの状態をチェックし、ブレードを清潔に保つことで、ブレードマークの発生を効果的に軽減できます。
金属スリットライン日々使用していると必ずさまざまなトラブルに遭遇しますが、多くのトラブルは細心の注意を払って点検やメンテナンスを行うことで回避または軽減できます。金属スリッティングマシンの一般的な問題とその解決策を理解して習得することは、ユーザーが生産プロセスを最適化し、作業効率を向上させるのに役立ちます。 KINGREAL STEEL SLITER は、上記の提案が金属スリッティング ラインを使用する際の貴重な参考資料となり、継続的かつ効率的な稼働を確保できることを願っています。ご不明な点がございましたら、キングレアル スチールスリッターまでお気軽にお問い合わせください。