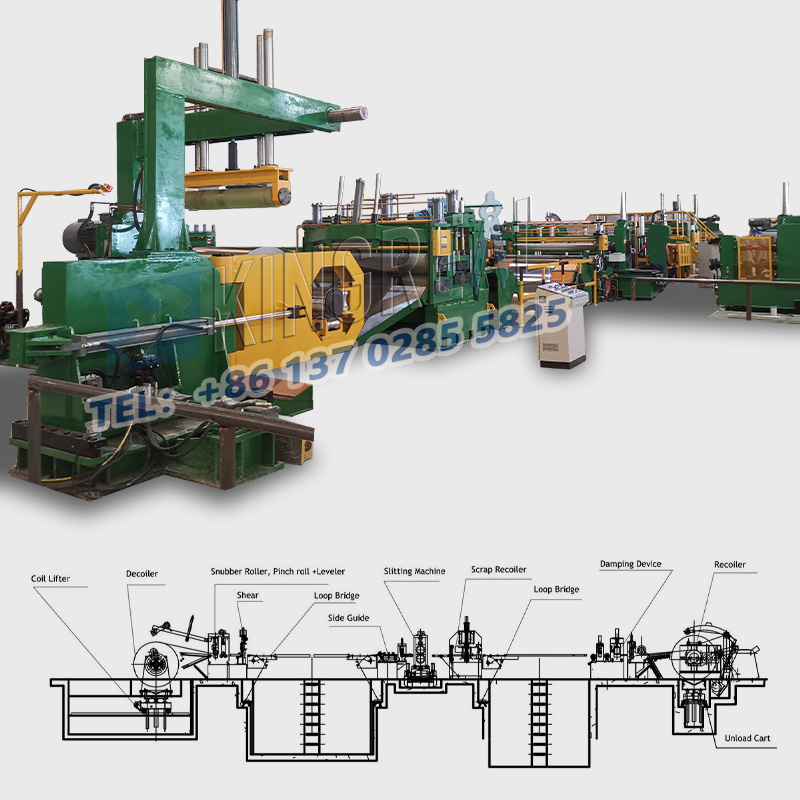
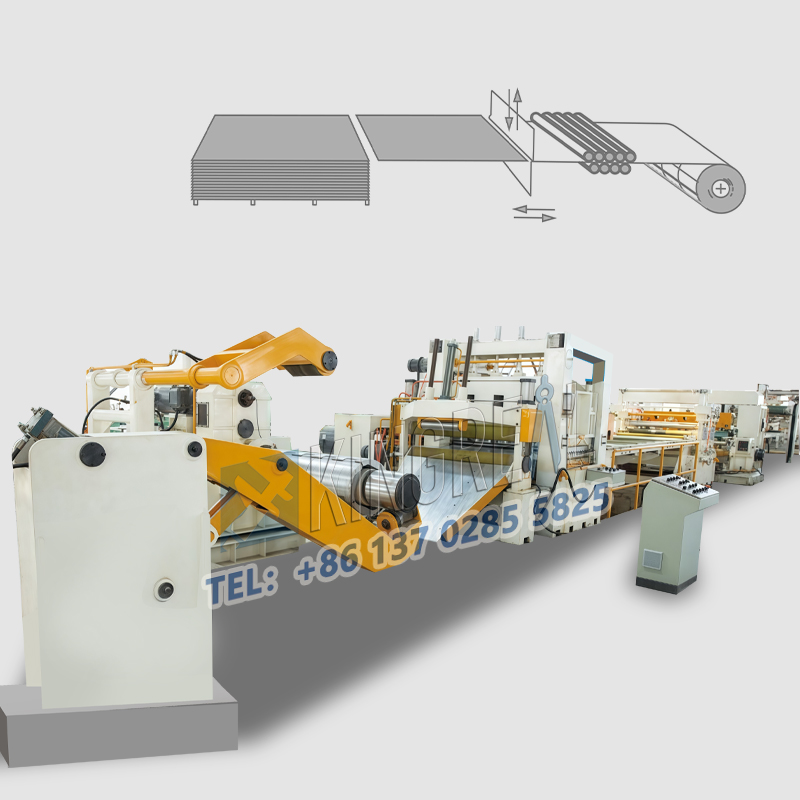
スチールコイルスリットライン幅広ロールの巻き戻し、スリット、巻き戻しなどの作業を行い、バリのない高精度の細いストリップを製造します。しかし、スチールコイルスリット機の運転中には、巻線形状の異常や板金加工変形などの異常現象が発生する場合があります。 KINGREAL STEEL SLITER のこの記事では、スチールコイルのスリッターラインでよくある問題を解決し、効率的な稼働を確保する方法について詳しく説明します。
1.ソフトコイル
・現象:巻き取り機のシャフトからスチールコイルを外すと、緩みにより楕円形のソフトコイルが発生します。
-解決策: 巻き始めに十分な張力があることを確認し、コイルの体積が大きくなるにつれて圧力をゆっくりと下げます。適切な張力調整により、ソフトコイルの発生を効果的に防止できます。
2. 不等巻き
・現象:巻き間違いによりスチールコイルが伸縮する形状を示します。
-原因と解決策:
A. 張力不足:初期張力が低いと仕上げ加工時に芯ずれが発生します。巻き始めはテンションを上げることをお勧めします。コイルの体積が大きくなるにつれて、徐々に小さくしていきます。
B. アンバランスな張力: 不適切な切断角度またはガイドの位置ずれにより、各側の長さが不規則になる可能性があります。張力の変動の可能性を最小限に抑えるために、巻き取り機が正しく調整されていることを確認してください。その設定を確認してください。
C. インナークランプの係合位置が不十分: 係合が一貫していないため、張力が変化します。一貫性を確保するにはセパレータの位置を再調整する必要があります。
D. ループ内で左右に振れる鋼帯: フェルトなどの柔らかい素材を使用して押さえると、振れを効果的に防止できます。
E. 生産ラインの停止:停止後の再起動時には、安定した巻取圧力を維持するために張力の回復に注意する必要があります。
F. セパレータ幅の設定が不適切: セパレータ幅が適切に設定されていることを確認します。一般的には、完成品の幅にプレートの厚さを加えた値です。
3. 内径アーチ加工
-現象:巻き取り工程中、巻き取り機から取り外すとスチールコイルの内径が突然アーチ状になります。
-原因: これは通常、特に厚いプレートを加工する場合の過剰な巻き張力に関連しています。
-解決策: 圧力を調整し、張力が均一になるようにして、内径のアーチ形成を防ぎます。
1. 蛇のような曲げ(シックルベンド)
・現象:せん断によりスチールコイルが幅方向に曲がります。
・原因と対策:
A. 原材料の問題: 親コイルの残留応力がせん断後に解放されます。材料加工時に応力除去処理を行うことをお勧めします。
B. バリの問題: バリがあると、エッジの厚さが不均一になります。バリを避けるため、加工中は鋭利な工具を使用してください。
C. 不均一なブレード ギャップ: 特定の領域の過度に大きいまたは小さいギャップによって生じる伸びの差を避けるために、均一なブレード ギャップを確保します。
D. リコイラーの片面張力: 全体の張力を均一に維持し、セパレーターとテンション プレートを調整して一貫性を確保します。
E. サイド ガイドがきつすぎる: スリット中にサイド ガイドを適切に調整し、きつくなりすぎないようにしてください。
2. エッジウェーブ
・現象:帯鋼の端部が伸びにより変形します。
・原因と対策:
A. バリによるエッジ波:バリの監視を強化し、直ちに対処します。
B. 測定ローラーからの過度の圧力: 過度のストレッチを防ぐためにローラーの圧力パラメータを調整します。
C. 切削工具の側面摩耗: 切削品質を保証するために、切削工具の状態を頻繁にチェックしてください。
D. サイドガイドの高さの違い: 切削工具の高さを定期的にチェックして、一貫性を確保してください。
E. リコイラー前の偏向ローラーの摩耗: 均一な張力を確保するために、フロント ローラーの摩耗を定期的に測定します。
3. ウエストのしわ
・現象:鋼板の幅方向に貫通シワが発生します。
・原因と対策:
A. スリットナイフによるシワ:ゴムリングのサイズを調整して、刃物に引っかからないようにしてください。
B. 原材料の形状の問題: 3 ロールレベリングマシンを使用し、切断ステップの前に品質チェックを実行します。
C. 伸縮ドラムの問題: 伸縮プロセス中、不均一を避けるために鋼帯とドラムの間の接触が良好であることを確認してください。
4. 巻き跡
・現象:リコイラーの伸縮ドラム表面の凹凸が巻き品質に影響を与えます。
・対策:伸縮ドラム表面を定期的に点検し、速やかに再調整または交換してください。
5. しわ
・現象:鋼板の表面にしわが発生します。
-原因と解決策:
A. ライナー紙の問題: ライナー紙の品質を確認し、重なりやしわを避けてください。
B. ゴムリングの問題: ゴムリングの状態を定期的に調べて、緩みがないか確認してください。
C. 不適切なテンション調整: しわを防ぐために、テンション プレートの調整を強化します。
トラブルシューティング時スチールコイルスリットライン誤動作が発生した場合には、体系的なアプローチを採用する必要があります。通常は次の手順に従うことができます。
・データ記録:故障時の動作環境、時間、設定パラメータを記録します。
・現場検査:スチールコイルスリッター機の稼働状況を目視により観察します。
・オペレーターとのコミュニケーション:不具合が発生する前の操作手順をオペレーターに問い合わせます。
- ステップバイステップのトラブルシューティング: 上記の障害分類に従って、潜在的な問題を 1 つずつ確認します。
・工具の使用方法:測定・調整に必要な工具・器具を使用します。
KINGREAL STEEL SLITER は、この記事を通じて、お客様が運用上のさまざまな問題に効果的に対処できることを願っています。スチールコイルスリットライン安定的かつ継続的な生産を保証します。定期的なメンテナンスと専門的なトレーニングも、故障を防ぐための重要な手段です。