細幅ストリップの品質を保証するための最も重要な要素の 1 つは、正確なスリットです。ステンレス鋼、鋼、アルミニウム合金、銅、PPGI、冷間圧延、熱間圧延のいずれであっても、スリット中に厳しい公差を維持することは、製品の品質、下流の加工効率、顧客満足度に即座につながります。細いストリップは、スリット幅のわずかな違い、エッジの欠陥、または材料の曲率の変化によっても不合格になる可能性があります。
では、どうすれば適切に操作できるのでしょうか?鋼帯スリットライン厳しい公差を達成するには?この記事では、スチール ストリップ スリッティング マシンのセットアップ、張力制御、ツール構成、マテリアル ハンドリング、およびスチール ストリップ スリッティング ラインのメンテナンスという 5 つの重要な側面を検討します。

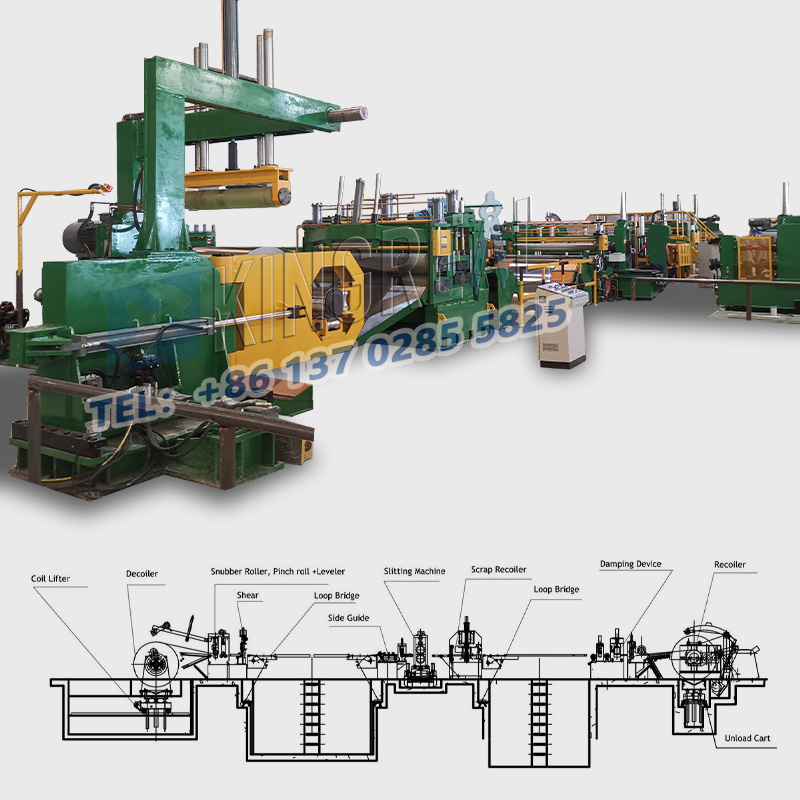
の初期設定鋼帯スリッター機スリット公差を達成するための基本です。起動前に、次の 5 つの重要な側面に対処する必要があります。
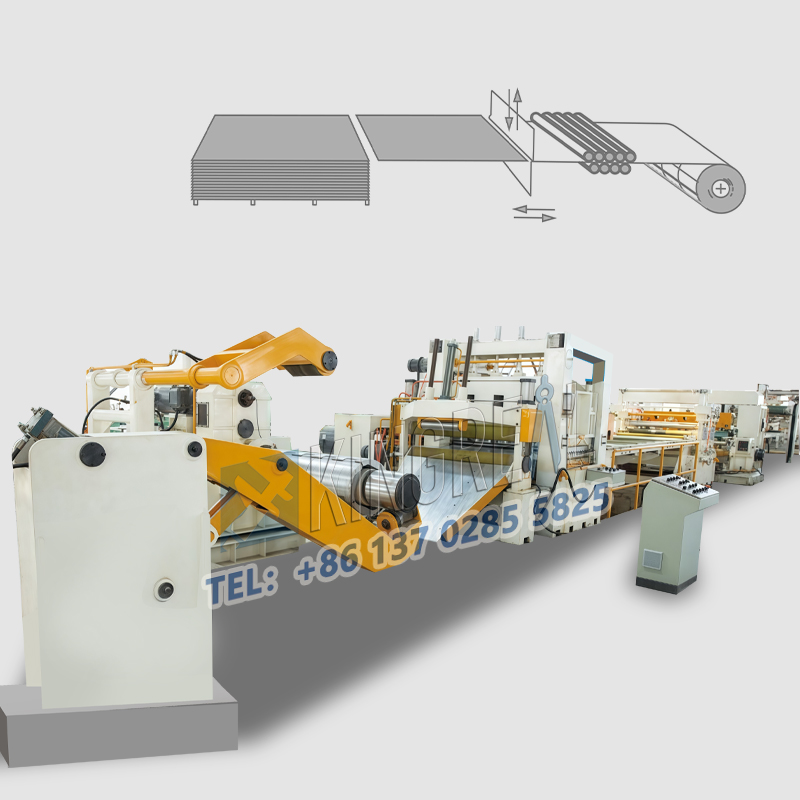
- ツールの種類とスリット方法: 材料と切断要件に基づいてツールを選択します。公差を確保するため、お客様のニーズに応じてフライシャーリング(連続高速)、ロータリーシャーリング(高精度)、または固定シャーリング(断続的小バッチ)のいずれかを選択します。
- スチールストリップのスリッターラインの位置合わせ: 材料を流す前に、マンドレル (コアの正確な動作を確保するため)、スリッティング軸 (巻き戻し/巻き戻し軸と平行)、およびスチールストリップのスリッティングマシンのベースの位置合わせを確認します。レーザー位置合わせツールを使用して、コンポーネントの正確な位置決めを行い、位置ずれによるエラーを回避します。
-ツールの位置決め: 校正メーターまたはスチールストリップスリットラインの検証済みデジタル読み取り値を使用して、注文仕様に従ってスリット幅を決定するためにツール位置を正確に調整します。始動前にツールが所定の位置にロックされ、ずれやずれが発生しないことを確認してください。
・ロールガイド:スリッティングエリアに入る前にロールの中心に初期ガイド位置を調整することで、テンションムラやカットズレを防ぎ、寸法安定性を確保します。
- プログラムの検証: 鋼帯スリッター機がプログラム可能な場合は、公差に影響を与える可能性のあるパラメーターエラーを避けるために、正しいプログラムがロードされていること、張力曲線やスリッター速度などのパラメーターが動作要件を満たしていることを確認します。
 |
 |
安定した張力はスリット公差の鍵であり、次の 4 つの主要な領域での管理が必要です。
-張力の一貫性:全体を通して均一な張力を維持します。鋼帯スリッター機巻き戻しからスリット、巻き戻しまでの工程。材料の幅の変化、伸び、エッジの波打ち、反り、公差はすべて、応力の変化によって深刻な影響を受けます。
-ゾーン制御: 最新のスチールストリップスリットラインには、巻き戻し、スリット、巻き戻しのための独立したテンションゾーンがあります。ロードセルと張力調整器は定期的に校正する必要があります。
-張力は材料の特性に基づいて設定する必要があります。低すぎると滑りやトラッキング不良が発生する可能性があります。高すぎると材料が伸びて、エッジが変形する可能性があります。
-巻き取り:圧縮性のある材料の場合、中心部に高い張力がかかり、ロール直径が大きくなるにつれて徐々に張力が低下し、伸びのない安定したロールを確保します。不適切なテーパーは、エッジの損傷、不均一な巻きの原因となり、幅の一貫性を損なう可能性があります。
- 素材の知識: 素材が異なれば、必要なストレッチ方法も異なります。材料の損傷や公差違反を回避するために適切な張力スキームを考案するには、材料の弾性率と降伏強度を知ることが不可欠です。
工具設定は、次の 4 つの重要な側面に焦点を当てて、切断品質と寸法精度を決定します。
-工具の鋭さ: 鈍い工具は材料を圧迫したり引き裂いたりして、バリが生じたり、公差に違反したりする可能性があります。鋭い刃先を維持するには、材料の摩耗特性と加工サイクルに基づいて工具の研磨/交換スケジュールを設定する必要があります。
- ツールの種類とスリット方法: 材料と切断要件に基づいてツールを選択します。公差を確保するため、お客様のニーズに応じてフライシャーリング(連続高速)、ロータリーシャーリング(高精度)、または固定シャーリング(断続的小バッチ)のいずれかを選択します。
-角度の最適化: カミソリタイプのスチールストリップスリッティングマシンの場合、素材に応じて刃の角度を調整し、切断品質と工具の摩耗のバランスをとります。シャータイプのスチールストリップスリットラインの上部ブレードと下部ブレードの間のギャップと重なりを微調整します(メーカーのチャートを参照し、材料の品質を考慮してください)。ギャップや重なりが不適切だと、バリやエッジの粗さが発生する可能性があります。
- 動作の安定性:鋼帯スリッター機のブレードキャリッジはブレード軸と平行であり、回転ブレードの半径方向の振れが最小限に抑えられ、「びびり」マークや不安定な刃先品質が回避されます。
 |
 |
標準化された材料の取り扱いにより、材料に起因する公差の変動を防ぐことができます。次の 4 つの主要領域に焦点を当てます。
- ジョイントの完全性: 機器の詰まり、張力の変動、切断端の損傷を引き起こす可能性のあるジョイントの破損や過度の厚さを避けるために、強力で均一な厚さのジョイントを使用します。
-エッジガイド: アクティブウェブガイドを使用して、ウェブがスリッティングエリアの中心にあることを保証し、不均一な幅や外側のストリップエッジの品質の低下につながるウェブの偏りを防ぎます。
-ロールの取り扱い: ロールの積み下ろしにはクレーンとシャフトホイストを使用します。コアを損傷したり、コアの同心に影響を与える可能性のある衝撃や落下を避けてください。鋼帯スリットラインインストール。完成したロールは、エッジの損傷や変形を防ぐために慎重に扱ってください。
- 破片の管理: 切断領域を清潔に保ち、破片がウェブを偏らせたり、カッターと干渉したり、ロールに詰まって品質や公差に影響を与えたりするのを防ぐために、破片をすぐに取り除きます。
メンテナンスにより安定性を確保鋼帯スリットライン5 つの主要な領域に焦点を当てて、操作と公差精度を向上させます。
-予防保守: メーカーのスケジュールに従ってコンポーネントの位置合わせ、ベアリング、ベルトの張力、ギアの摩耗、空圧/油圧システムをチェックし、潜在的な問題に迅速に対処します。
・潤滑管理:部品の摩耗や振動の原因となる過剰潤滑(放熱不良)や潤滑不足(高摩擦)を避けるため、指定された時間、量、種類に従って潤滑を行ってください。
-コンポーネントの摩耗検査: ベアリング、シャフト、ギアなどの主要コンポーネントを定期的に検査し、振動、滑り、位置ずれが公差に影響を与えるのを防ぐために、ひどく摩耗したコンポーネントはすぐに交換します。
- 校正とメンテナンス: 張力センサー、ロードセル、デジタル位置決めシステムを定期的に校正して、パラメータ設定に影響を与える可能性がある未校正の機器によって引き起こされる測定誤差を防ぎます。
-清掃: スムーズな動作を確保し、問題の検出を容易にするために、特にベアリング、ガイド レール、およびセンサーの周囲で、スチール ストリップ スリッティング マシンのほこり、グリース、および破片を清掃します。