金属スリッター機は、ステンレス鋼、鋼、アルミニウム、銅、熱間圧延、冷間圧延、PPGI などの金属コイルから、巻き戻し、スリット、リコイリングなどのプロセスを通じて、顧客の要件を満たす細幅ストリップを製造するために使用されます。これらの金属スリットラインは金属加工分野で広く応用されています。金属コイルの微細加工における重要なリンクとして、金属スリッティング マシンは原材料と下流の最終製品の生産を結びつけます。中でも、自動車部品、家電製品のシェル、パイプ製造などの分野での金属スリットラインの需要が特に旺盛です。
したがって、金属のスリットラインとスリットプロセスを理解することは、企業が生産手順を最適化し、材料の無駄を削減し、製品の精度を向上させ、その後の効率的な生産の基礎を築くのに役立ちます。この記事では、キングリアル スチール スリッターが皆様に向けて、金属スリット機とスリット加工に関する重要な知識を 5 つのヒントからご紹介します。

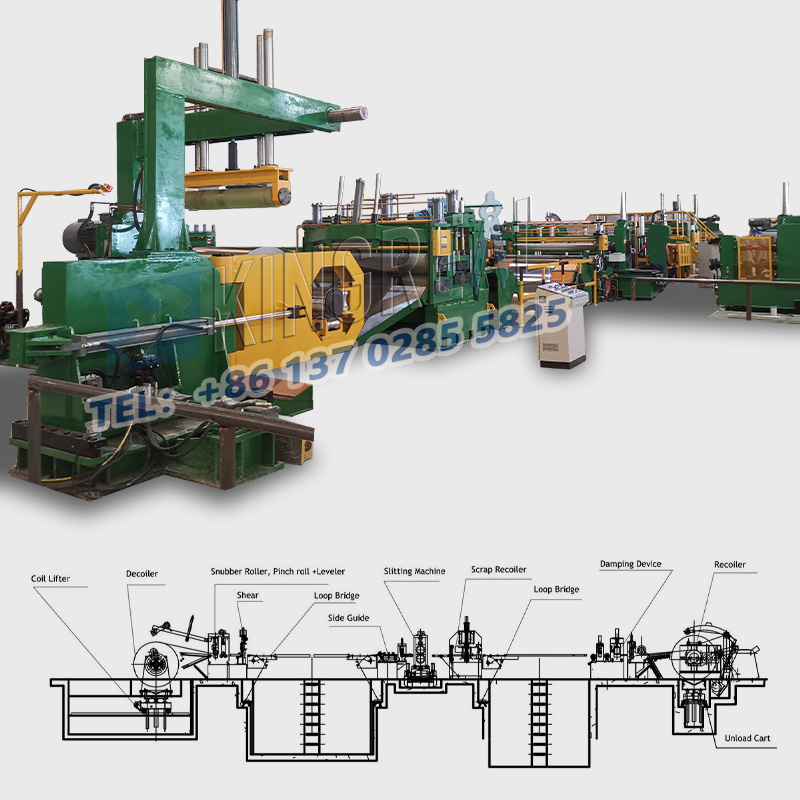
- 金属スリッターライン用巻出し装置
は、ステンレス鋼、鋼、アルミニウム、銅、熱間圧延、冷間圧延、PPGI などの金属コイルから、巻き戻し、スリット、リコイリングなどのプロセスを通じて、顧客の要件を満たす細幅ストリップを製造するために使用されます。これらの金属スリットラインは金属加工分野で広く応用されています。金属コイルの微細加工における重要なリンクとして、金属スリッティング マシンは原材料と下流の最終製品の生産を結びつけます。中でも、自動車部品、家電製品のシェル、パイプ製造などの分野での金属スリットラインの需要が特に旺盛です。
- 金属スリッターライン用ガイド&レベリングユニット
装備する金属スリッティングラインガイド&レベリングユニットは、輸送中のコイルの曲がりやシワを矯正し、コイルが平らな状態で長手スリットステージに入るようにし、その後の切断エラーを軽減することを目的としています。さらに、レベリング効果は最終的なスリッティングボードの平坦度に直接影響し、コイルの凹凸によって引き起こされる粗い切断エッジを回避します。
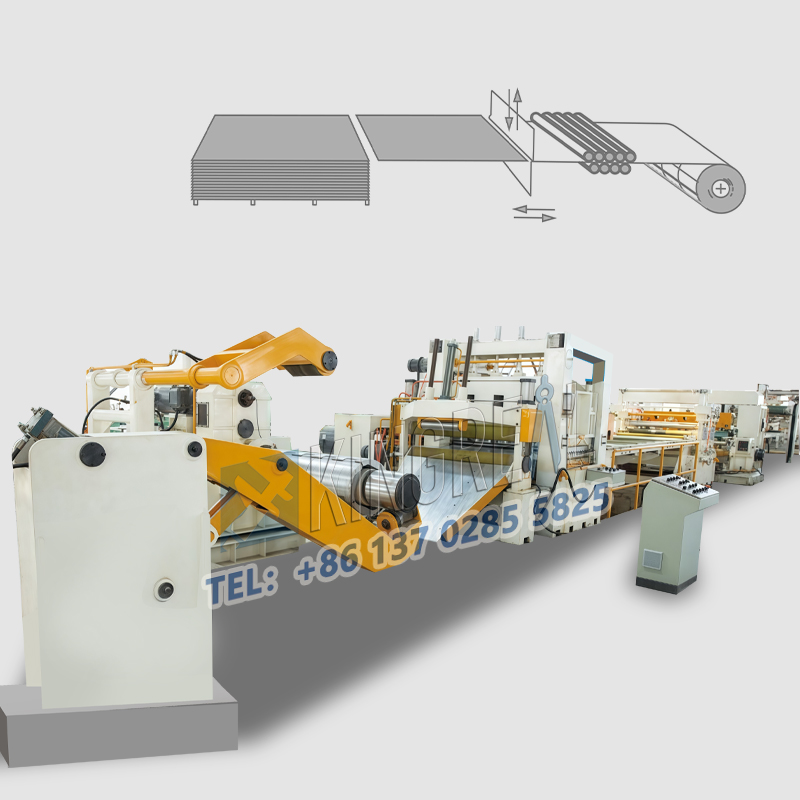
・金属スリッターライン用スリッター
金属スリッティングマシンは、幅広の金属コイルを複数のスリットナイフであらかじめ設定されたサイズに応じて細いストリップに切断します。このうち、金属スリッティングマシンの刃群間隔の調整精度は通常±0.1mmです。刃の材質は、ハイス鋼、超硬合金など、お客様の加工材料の性質に応じてキングレアル スチールスリッターのエンジニアが選択し、異なる硬度の金属に対応します。
ステップ 4: 金属スリッターのリコイル
スリット後の細い金属ストリップは、その後の保管、輸送、または次の加工手順 (スタンピング、曲げなど) への直接の導入を容易にするために、きれいにロール状に巻かれます。巻き取り張力は、巻き取り中にストリップが伸びたり変形したり緩んだりするのを防ぎ、完成したロール素材の堅さを確保するために、切断速度と一致させる必要があります。
ステップ1:金属スリットラインのコイル検査とパラメータ設定
金属コイルの材質(炭素鋼、ステンレス鋼、アルミニウム合金、シリコン鋼など)、厚さ(0.2~16mm)、幅をテストし、対応するパラメータと一致させます。金属スリッティングライン。スリット幅、巻き取り速度、張力値などの主要パラメータを装置制御システムに入力します。
ステップ 2: 金属スリッティング ラインの展開と水平化
アンコイラーを起動してコイル材を解放し、ガイド機構で位置合わせを行った後、レベリングローラーでコイル材の内部応力を取り除き、コイル材がスムーズに切断工程に入るようにします。
ステップ 3: 金属スリッティングマシンによる精密スリット
スリットナイフ群は、コイルを一定間隔で縦方向に切断すると同時に、切断時のコイルのズレを防止するため、加圧機構によりコイルを固定します。エッジの切断品質 (バリやエッジのカールがないなど) をリアルタイムで監視し、状況に応じてツール セットの圧力や速度を微調整します。
ステップ 4: 金属スリッターのリコイル
スリット後の細帯はガイドローラーを通ってリコイラーに入り、設定された張力に従ってロール状に巻き取られます。自動スリット・ラベル貼付機能を搭載した機種もございます
 |
 |
KINGREAL STEEL SLITTERは、お客様のさまざまな要求に応じて、さまざまなタイプの金属スリッターラインを設計しています。以下に金属スリッティングマシンの製作計画を示します。
金属材料別: ステンレス鋼コイル スリッター機、鋼帯スリッター機、ケイ素鋼コイル スリッター機、アルミニウム コイル スリッター機....
素材の厚さ別:軽量スリッター機(0.2-3mm)、中型スリッター機(3mm-6mm)、強力スリッター機(6-16mm)。
自動化の程度別:全自動金属スリッター機、半自動金属スリッターライン。
カスタマイズにより:高速金属スリッター機, ・金属スリッター用巻取装置, ベルトテンションコイルスリッター機.
問題 1: エッジカット中にバリやエッジがカールする
考えられる原因: ブレードの摩耗/不動態化、ブレードグループ間隔の不適切な調整、切断速度と金属材料の不一致。
解決策 1: 定期的に点検してください。金属スリッティングライン刃を交換し、刃群の間隔を再調整し、金属の硬さに応じて切断速度を調整します。
問題点2: スリット後のストリップ幅の偏差が大きすぎる
考えられる原因:コイルの芯出し不正確、ツール群の位置決め精度不足、張力変動によるコイルの位置ずれが考えられます。
解決策 2: 金属スリッターのガイド機構のセンタリング機能を確認し、ナイフ グループの位置決めシステムを再調整し、張力制御パラメーターを最適化します。
トラブル3:巻き取り後にロール材が緩んだり、シワが寄ったりする
考えられる原因: 巻線張力の不足または不均一、巻線速度と切断速度の非同期、コイル材料のレベリングが不完全。
解決策:巻き取り張力を適切な値に調整し、切断速度と巻き取り速度を同時に最適化し、金属スリッターのレベリングマシンのローラーシャフトが摩耗していないか確認します。
※スリット工程の品質検査
寸法検査: ノギスとレーザー幅ゲージを使用して、細いストリップの幅と厚さの精度を検査し、注文要件を満たしていることを確認します。
目視検査:切断面が滑らかでバリがないか、ロール材の表面に傷やシワがないかを目視や工具などで検査します。
性能試験:スリット後の金属の機械的特性(引張強度など)が加工により損傷していないかどうかを確認します。
※金属スリッター機の日常メンテナンス
定期的な清掃:内部の金属片を取り除きます。金属スリッティングラインツールアセンブリに引っかかったり、ガイド機構の精度に影響を与えたりするのを防ぎます。
コンポーネントの潤滑: 工具設定グループのベアリングや巻き出し/巻き取りシャフトなどの可動部品に潤滑油を定期的に追加し、摩耗を軽減します。
ブレードのメンテナンス:ブレードのトラブルによる加工品質への影響を避けるため、ブレードを定期的に研磨および不動態化するか、摩耗の程度に応じて交換してください。
システム校正: PLC 制御システムのパラメータを月次/四半期ごとに校正して、金属スリッティング ラインが正確な動作状態にあることを確認します。