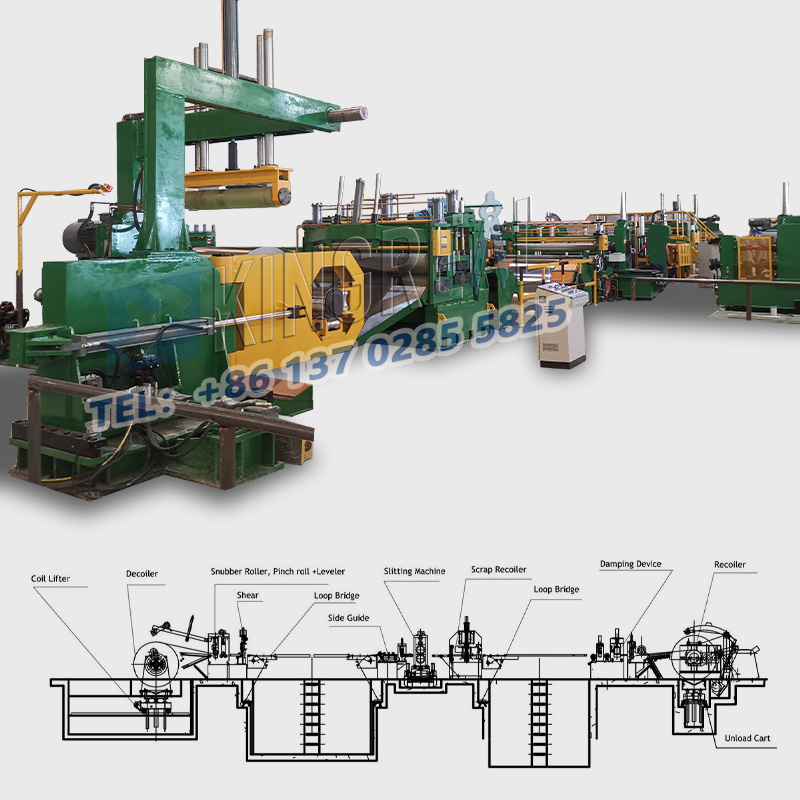
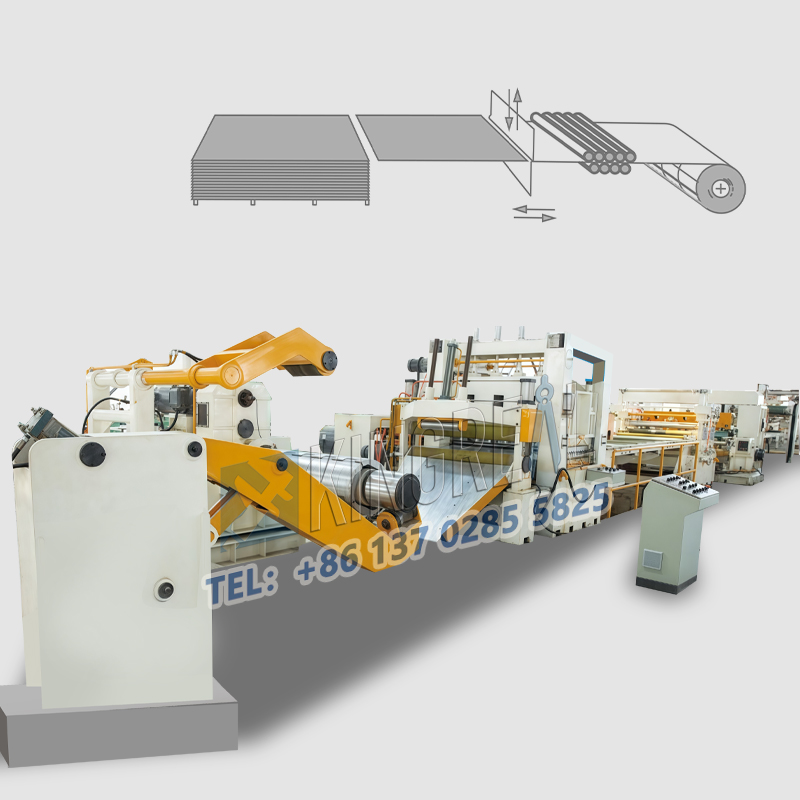
A 亜鉛メッキ鋼スリッター機主に金属ストリップを縦方向に切断し、得られた細いストリップをコイルに巻き戻します。この亜鉛メッキ鋼のスリットラインは、巻き戻し、材料の位置決め、スリット、リコイルで構成されます。操作の容易さ、高いスリット品質、高い材料利用率、および無段階のスリット速度調整により、広く求められています。

あらゆる詳細亜鉛メッキ鋼スリッティングラインKINGREAL STEEL SLITTERのエンジニアによって細心の注意を払って設計されています。スリット機能を発揮するだけでなく、作業の安全性も確保します。気づいていないかもしれませんが、亜鉛メッキ鋼スリッティング マシンの保護機能は、その動作のあらゆる側面に組み込まれています。
たとえば、亜鉛メッキ鋼のスリッティング ラインのブレード シャフトは、高精度の工作機械スピンドル ベアリングによってサポートされており、軸方向および半径方向の振れを最小限に抑えています。さらにブレードディスクにはナットによる3点ロック機構(確実な締め付けには油圧ナット)を採用し、寸法精度と確実なロックを両立しました。スリッティング速度の調整を容易にするために、電子制御コンポーネントと油圧制御コンポーネントが採用されています。これにより、高い信頼性と堅牢な制御システム耐性が提供されるだけでなく、さらに重要なことに、自己診断機能を備えているため、故障原因を迅速に特定できます。さらに、亜鉛メッキ鋼製スリッティングマシンは、偏心スリーブを使用して明確に配置されています。偏心やせん断重量が変化しても送り高さは一定に保たれるため、信頼性と安全性が確保されます。
ブレードは、亜鉛メッキ鋼スリッター機。最適なスリット性能はブレード、そしてさらに重要なことに、ブレード ホルダーの構成に大きく依存します。亜鉛メッキ鋼のスリッターラインでは、さまざまなブレードホルダー構成が採用されており、それぞれに独自の特性と適用範囲があります。亜鉛メッキ鋼スリッティングマシンのツールホルダーには、スライダー、偏心、調整刃軸、スイングアームの 4 種類があります。スライダー タイプは、亜鉛メッキ鋼製スリッティング ライン ツールホルダーの最も初期の最も一般的なタイプの 1 つです。下刃軸を可動フレームと固定フレームに固定し、上刃軸を左右のスライダーに収納したタイプです。これらのスライダーにより、可動フレームと固定フレームのガイド レール内での垂直移動が可能になります。
偏心ツールホルダはほとんどが二重偏心です。つまり、上部ブレード シャフトと下部ブレード シャフトの両方が偏心スリーブ内でサポートされています。調整ギアを介した同期ギアシャフトによって駆動され、これらのシャフトは反対方向に回転して偏心を調整し、それによって上下のブレードシャフトの高さを変更します。
ブレードシャフトの長さを調整できるツールホルダには、独自の機能があります。左側の可動フレームを調整して、ブレードシャフトの左端の最も外側のブレードペアに近づくことができ、ブレードシャフトの作動長を短縮し、ブレードシャフトの剛性を高めることができます。この特徴により、亜鉛めっき鋼スリッター機は、幅が広くて薄いストリップだけでなく、幅が狭くて厚いストリップにも対応できるため、幅広い用途が提供されます。最後のタイプはスイングアームブレードホルダーです。構造が非常に単純なので、主に薄いストリップをスリットするのに適しています。
 |
 |
 |
亜鉛メッキ鋼スリッター機は主に板金加工に使用され、その機能はほぼ自動化されているため、装置内の制御システムが特に重要です。亜鉛メッキ鋼のスリッターラインには電気油圧サーボ制御システムが採用されており、主にさまざまな信号の変換を利用してさまざまな動作を実現します。ただし、使用できる信号変換方法は多数あります。
1. 亜鉛メッキ鋼スリットラインの高速開閉弁方式
高速トルクモータを利用して固定開度開閉弁を直接または間接的に駆動する方式です。コンピューターから出力されたデジタル信号は増幅されてバルブを制御し、バルブの開閉状態を制御します。フィードバック信号はサンプラーによって処理され、デジタル量としてコンピューターに送信され、スリッティング シャーの動作を制御します。
2. 亜鉛メッキ鋼スリットラインのデジタルアナログ変換方式
デジタル - アナログ コンバータは、コンピュータによって生成されたデジタル信号をアナログ量に変換し、サーボ バルブまたは比例バルブの入力に加えられる電流を制御するために使用されます。フィードバック信号もアナログデジタルコンバーターによってデジタル量に変換され、コンピューターに入力されて信号変換が完了します。
3. 亜鉛メッキ鋼スリットラインのステッピングモーター方式
これは、ステッピング モーター コントローラーによって実装される変換方法に依存します。コンピュータから出力されたデジタル信号はコンバータにパルスとして入力されます。ステッピングモーターの回転角度は伝達装置を介してバルブ開度に変換され、デジタルフローバルブを形成します。さらに、出口圧力は出力圧力に比例し、デジタル圧力バルブを形成するため、望ましい効果が得られます。
その間亜鉛メッキ鋼スリッティングライン操作において、張力は重要な性能パラメータであり、巻き取り操作と巻き出し操作の両方に影響します。亜鉛メッキ鋼製スリッティングマシンの張力を効果的に制御するには、張力コントローラーが不可欠なコンポーネントです。張力制御装置は速度を測定し、負荷トルクを測定することで巻径を計算し、張力を設定します。
亜鉛メッキ鋼スリッターラインの張力コントローラーは、非同期モーターの定格トルクに対応する標準の 0 ~ 10 ボルトのアナログ信号を出力するため、このアナログ信号を周波数変換器に接続してトルク基準を選択できます。これにより、動作中に一定の張力が確保されます。張力制御モードの場合、DC モーター、AC モーター、サーボモーターのいずれであっても、速度を制限する必要があります。そうしないと、モータが発生するトルクが負荷トルクに打ち勝って走行すると回転加速度が発生し、最高速度に達するまで速度が上昇し続けます。