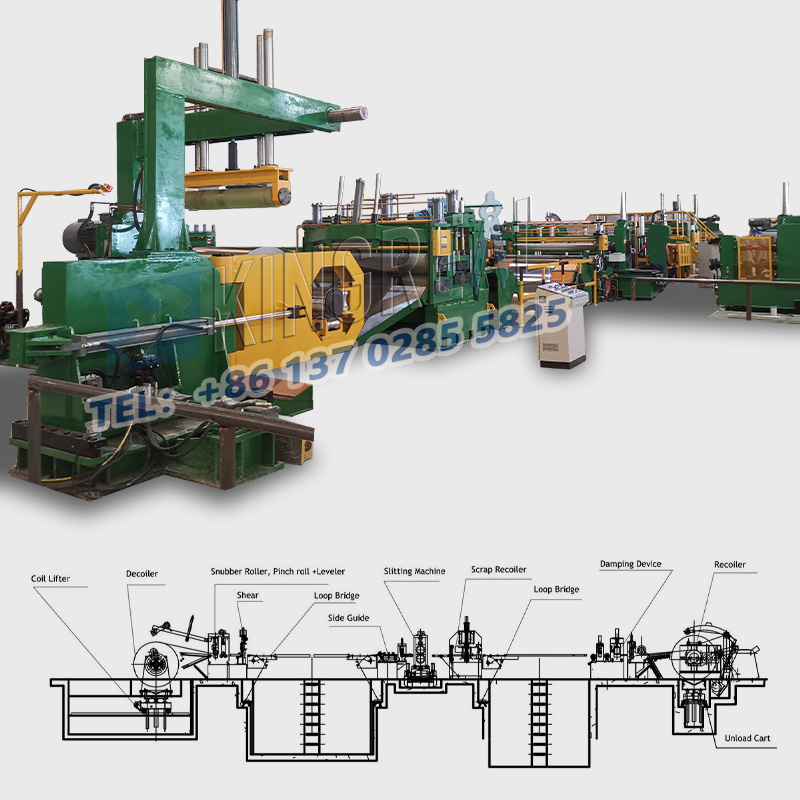
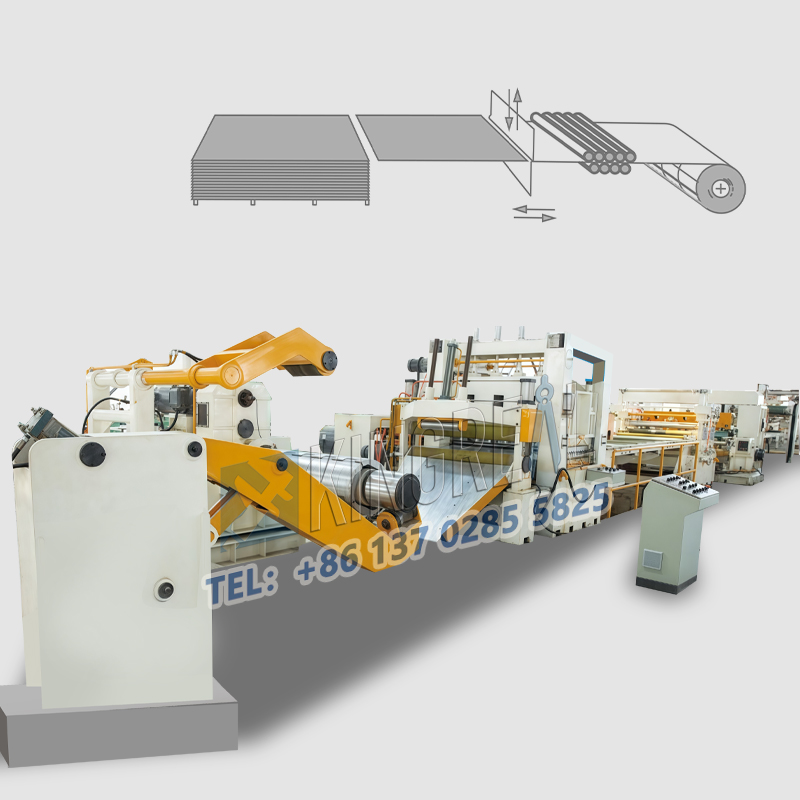
長さのラインにカットされたステンレス鋼鋼、ステンレス鋼、アルミニウム、鉄、コールドロール、ホットロール、PPGIなど、さまざまな金属コイルの精密なせん断のために、金属加工業界で広く使用されています。
生産の優れたパフォーマンスにもかかわらず、ステンレス鋼の長さのマシンは、操作中に逸脱を削減することができます。
この記事では、機械的構造、制御プログラムとパラメーター、材料とプロセスの互換性の3つの視点から長さのラインまでのステンレス鋼の切断の切断偏差のトラブルシューティングを掘り下げます。

(1)コンポーネントのドライブ
で長さのマシンにカットされたステンレス鋼、ドライブコンポーネントの摩耗は、偏差を切断する一般的な原因です。
長い間動作しているギア、スプロケット、その他のドライブコンポーネントは摩耗する可能性があり、その結果、給餌の精度が低下し、その結果、寸法の削減に影響を与えました。
ステンレス鋼の長さの故障の症状:たとえば、自動車部品工場では、30%の摩耗を経験した長さのマシンにカットされたステンレス鋼のドライブギア。厚さ5mmの鋼板を連続的に切断すると、寸法の変動は0.3mmに達し、許容可能な±0.2mm範囲を超えました。
解決策:この問題に対処するには、ドライブコンポーネントの定期的な検査をお勧めします。ギアの歯の摩耗が15%を超える場合、または鎖の伸びが2%を超える場合、それらは迅速に交換する必要があります。
同時に、機械式伝送の精度を回復するために、伝送比を調整する必要があります。この尺度は、安定性と精度を大幅に改善できます。
(2)ツールホルダーガイドの鉄道クリアランス
ツールホルダーとガイドレールの間のクリアランスの増加も、逸脱の切断に寄与する重要な要因です。時間が経つにつれて、ツールホルダーガイドは、往復運動が長期にわたるため、鉄道を着用し、このクリアランスが増加し、ツールホルダーの安定性に影響を与える可能性があります。
ステンレス鋼の長さの故障への症状:通常の状況では、ツールホルダーとガイドレールの間のクリアランスは0.05mm未満でなければなりません。過度のクリアランスにより、切断中にツールホルダーがぐらつき、カットシートのサイズが変動します。
解決策:フィーラーゲージを使用して、クリアランスを確認します。標準値を超える場合は、ガイドレールインサートを調整するか、破損したガイドレールスライダーを交換してください。ハードウェアファクトリーは、この調整後に0.25mmから0.08mmから0.08mmに切断偏差を減らし、この調整の有効性を示しました。
(1)プログラムロジックエラー
で長さのマシンにカットされたステンレス鋼操作、PLCプログラムロジックエラーも、偏差を切断する一般的な原因です。プログラムの飼料と切断の指示の障害のあるタイミングは、材料が完全に供給される前に切断をトリガーし、アンダーカットを引き起こす可能性があります。
長さのラインの故障に切断されたステンレス鋼の症状:たとえば、場合によっては、材料が完全に供給される前に切断が開始され、これは切断精度に直接影響します。
解決策:プログラム診断を使用してI/Oポイントステータスを監視し、「フィード検出」ロジックを再編成することをお勧めします。さらに、遅延検証命令を追加して、アクションシーケンスの精度を確保します。この最適化により、ステンレス鋼切断された長さのマシンの動作安定性が大幅に向上します。
(2)不正確なパラメーター設定
不正確なパラメーター設定は、長さのラインにカットされたステンレス鋼の切断精度に影響を与える重要な要因でもあります。間違った飼料長パラメーターまたは不一致の切断および飼料速度は、累積的な逸脱につながる可能性があります。
長さの機械の故障に切断されたステンレス鋼の症状:たとえば、飼料の長さが100mmに設定されているが、実際の飼料長が99.5mmの場合、長期操作は有意な寸法偏差につながります。
解決策:フィードパルス数(ミリメートルあたりのパルス数)を再調整し、プレートの厚さと材料に基づいて切断速度を調整します。厚いプレートの場合、切削速度を30回/分以下に設定することをお勧めしますが、薄いプレートの場合は60回/分に達することがあります。
パラメーターを修正した後、ステンレス鋼処理プラントは、長さ10メートルのプレートで0.1mm未満の累積偏差を達成し、パラメーター補正の重要性を示しました。
(1)不均一なプレート応力
ステンレス鋼のプレートを切断する場合、不均一なストレスは、切断後にスプリングバックを引き起こし、最終的な寸法の安定性に影響を与えます。
ステンレス鋼の長さの故障の症状:たとえば、コールドロールプレートのスプリングバック速度は1〜2%になる可能性があり、切断後に寸法収縮を引き起こす可能性があります。
解決策:平準化や老化など、シートメタルにストレス緩和を行うか、プログラムのスプリングバックを補償することをお勧めします(材料に応じて0.1-0.3mmの補償値を設定します)。補償後、コールドロールされたシートミルは、0.1mm以下の切断寸法偏差を達成し、切断精度を確保しました。
(2)飼料張力の変動
飼料張力の安定性は、削減の精度に直接影響します。フィードローラーの張力が不安定である場合、シートメタルは給餌中に滑り落ちたり、しわになり、制御されていない切断寸法が生じます。
ステンレス鋼の長さまで切断される症状障害:張力制御の故障は、摂食が不均一になる可能性があり、それが削減に影響します。
解決策:張力制御システムを検査することをお勧めします。空気圧テンショナーにはシールの交換が必要ですが、油圧テンショナーは圧力センサーのキャリブレーションを必要とします。調整後、スチールストリップミルは張力変動を±5%から±1%に減らし、削減精度を効果的に改善しました。
 |
 |
 |
の操作長さのマシンにカットされたステンレス鋼、偏差を切断することは、多くの場合、要因の組み合わせによって引き起こされます。機械構造、制御プログラムとパラメーター、および材料とプロセスの互換性に焦点を当てた包括的な調査は、問題を効果的に特定し、ターゲットの修理を実装することができます。
トランスミッションコンポーネントを定期的に維持し、プログラムロジックを最適化し、パラメーターを正確に調整し、材料特性に適応することにより、メーカーは逸脱を最小限に抑え、自動車部品やハードウェアなどの産業の厳しい切断精度要件を満たすことができます。
ステンレス鋼の切断された長さのラインのあらゆる側面を継続的に改善することによってのみ、激しく競争の激しい市場では勝利し続けることができます。
この記事の分析と提案が、関連する業界向けの効果的なトラブルシューティング戦略とソリューションを提供することを願っています。