ホットロールスリッティングライン金属加工業界で広く使用されている重要な生産機器です。その主な機能は、長さ方向に沿って必要な幅の複数のストリップに、より広いホットロールの金属コイルをカットすることです。これらのストリップは通常、その後のローリング、ブランキング、コールドベンディング、スタンピングプロセスで使用され、さまざまな工業製品の基本材料になります。この記事では、ワークフロー、技術的パラメーター、一般的な動作問題、ホットロールスリッティングマシンのソリューションを詳細に紹介します。より多くのパラメーターまたはビデオ情報を取得する必要がある場合は、KingReal Steel Slitterに相談してください!

ホットロールプレートは、加熱後に巻かれたスチールプレートまたはストリップです。その主な利点は次のとおりです。
高靭性:高温で熱い転がったプレートが加工されているため、内部ストレスを排除し、材料の靭性を改善できます。
費用対効果:コールドロールプレートと比較して、ホットロールプレートの生産コストは低く、大規模な生産に適しています。
生産効率の高い:ホットロールスリッティングマシンは、市場の需要の変化に適応するために、必要な幅に大きなコイルを迅速かつ効率的にスリットすることができます。
これらの特性により、ホットロールされたプレートは、建物の構造、重機の製造、その他の分野で広く使用されています。
|
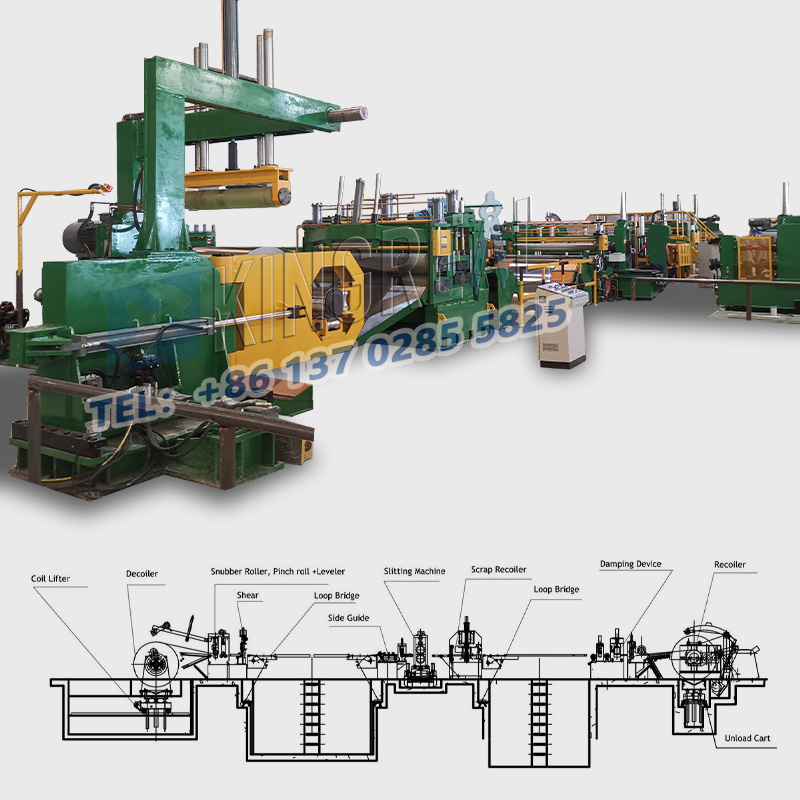
のロードホットロールスリッティングライン:オペレーターは、ホットロールコイルをデコイラーマンドレルに送ります。 ホットロールスリッティングマシンのための解除:デコイラーはメインコイルを解き放ち、スチールをスライトヘッドに供給します。 ホットロールスリッティングラインのスリット:スリッティングヘッドでは、スチールは回転ブレードによって複数の狭いストリップにスリットされます。 ホットロールスリッティングマシンの検査:オペレーターは各ストランドを検査し、仕様幅とエッジ条件が要件を満たしていることを確認します。 熱い転がったスリットラインのストレス緩和:ストランドは、環状穴を通過して、スライト後の材料の応力を排除し、曲げずに巻き戻しを確実にします。 バンドルとパッケージング:顧客の要件に応じて、各ストランドをバンドルとパッケージ化します。 |
 |
モデル
モデル1
モデル2
モデル3
モデル4
オリジナルコイル
ホットロールプレート
ホットロールプレート
ホットロールプレート
ホットロールプレート
材料の厚さ
0.8mm-6。0mm
0.8mm-6。0mm
2.0mm-12.0mm
3.0mm-16.0mm
材料幅
1600mm(最大)
1800mm(最大)
2000mm(最大)
2200mm(最大)
コイル重量
30ton(最大)
30ton(最大)
30ton(最大)
30ton(最大)
幅の精度
±0.15mm
±0.15mm
±0.2mm
±0.3mm
単位速度
120m/min(最大)
120m/min(最大)
80m/min(最大)
60m/min(最大)
|
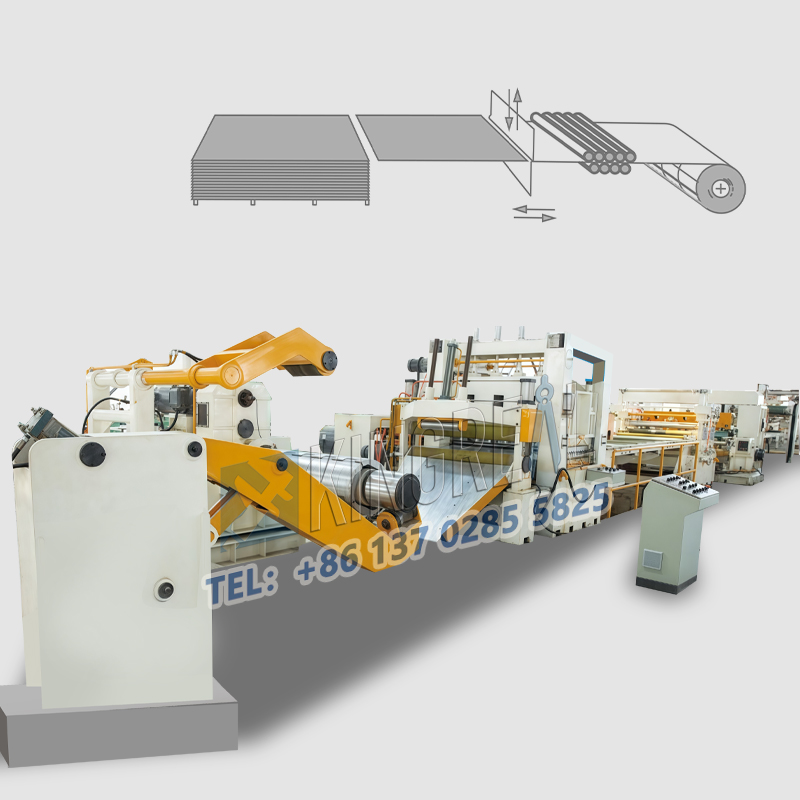
①高効率のスリット容量を備えたホットロールスリッティングマシン の注目すべき機能ホットロールスリッティングマシン最大40個の狭いストリップを同時にスリットできるということです。この機能は、大規模な生産に対する顧客のニーズを大いに満たしています。工業化の加速により、特に建設、自動車製造、家電などの産業では、金属ストリップの市場需要が高まっています。ホットロールスリッティングラインの高いスリット容量により、メーカーは短時間で多数の資格製品を提供することで、生産効率を改善し、単位コストを削減できます。 |
 |
|
②自動化されたホットロールスリッティングマシン ホットロールされたスリットラインは、完全に自動化された設計を採用し、高速操作を実現するための高度な制御システムを装備しています。最大生産速度は120 m/minに達する可能性があります。つまり、単位時間ごとにより多くの材料を処理できるため、生産効率がさらに向上します。 完全に自動化された設計は、手動介入の必要性を減らすだけでなく、人間の動作エラーの可能性を減らし、製品の一貫性と品質を向上させます。ホットロールスリッティングラインの自動制御システムは、生産プロセスをリアルタイムで監視し、さまざまな材料と厚さのニーズを満たすために時間的にパラメーターを調整できます。 |
 |
|
customized Customized Hot Rolled Slitting Machine 顧客のニーズをよりよく満たすために、KingReal Steel Slitterが提供しますSカスタマイズされたホットローリングスリッティングラインソリューション。顧客が提供する図面と実際の生産ニーズによると、KingReal Steel Slitterは、顧客の生産プロセスの効率と滑らかさを確保するために、さまざまなホットロールスリッティングマシンの製造ソリューションを設計することができます。 KingReal Steel Slitterホットロールスリッティングマシンは、異なる厚さのコイルに適応するために3つの主要なタイプに分割されています。 ライトゲージスリッティングマシン:0.2mmから3mmの厚さのコイルの処理に特化しています。 中程度のゲージスリッティングマシン:厚さ3mmから6mmのコイルに適しています。 ヘビーゲージスリッティングマシン:6mmから16mmの厚さのコイルを処理できます。 |
 |
The ホットロールスリッティングラインスリットプロセス中に横方向の曲げを生成する可能性があります。それは次の理由によって引き起こされる可能性があります:
1。原材料の曲げ:
スチールプレートの応力は、ローリングプロセス中に完全に排除されていません。縦方向のせん断の後、応力が放出され、プレートが曲がっています。プレートの中央の応力が両側に放出されると、プレートは外側に曲がります。プレートの両側の応力が中央に放出されると、プレートは中央に曲がります。
2。バリによる曲げ:
バリは、縦方向のせん断中のブレードギャップの不適切な調整のために大きくなります。転がすと、端のバリはより大きなプレートの厚さに相当し、エッジが伸びて曲がります。
3.上部と下部のブレード間の不均一なギャップによる曲げ:
左右の隙間が大きい場合、せん断部分のくぼみも大きくなり、左と右の隙間が大きいほどの隙間が大きい側面が大きいため、曲がります。
4。不均一な緊張によって引き起こされる曲げ:
転がすときは、同じ張力を鋼板の幅全体に適用する必要があります。緊張が片側に集中している場合、曲げが発生します。
5。偏差補正装置の急速な動きによって引き起こされる曲げ:
処理中、偏差補正の速度が速すぎる場合、偏差補正と接触する側は部分的に拡張され、曲がっていきます。
縦方向のせん断の後にシート材料が曲がっている場合、シートの品質に深刻な影響を与えるため、排除する必要があります。シートローリング、機器の調整、操作方法などの理由に注意を払う必要があります。