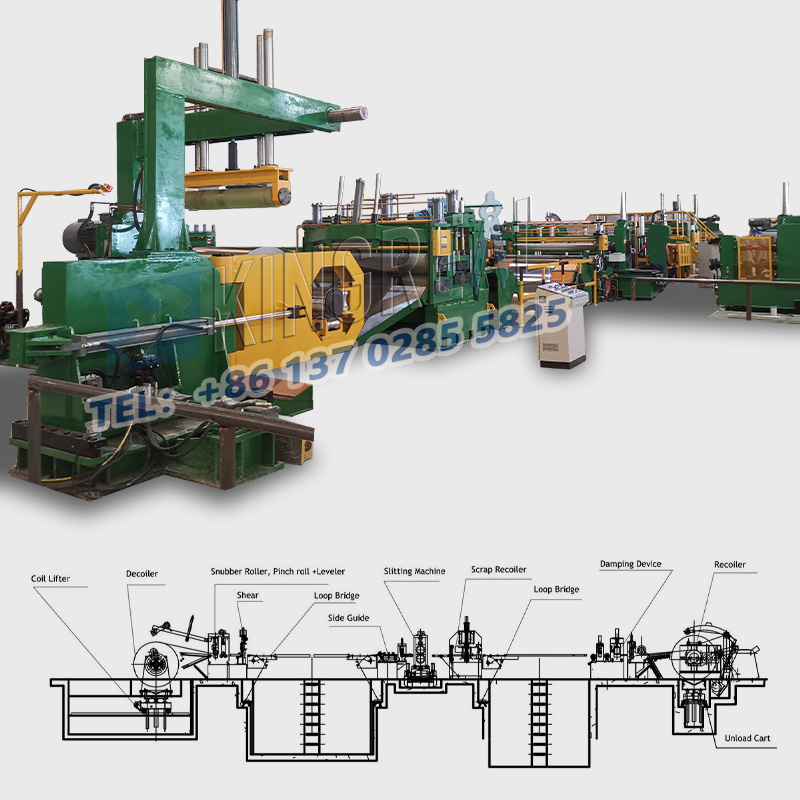
のスリットプロセス中コイルスリッティングマシン、いくつかの望ましくない要因の影響により、鋼鉄のストリップの変形を引き起こす可能性があり、より一般的な現象は横曲げの生成です。木材の曲げの発生など、この問題を引き起こす可能性のある多くの要因があります。
たとえば、木材が転がされるプロセス中に、その内部にストレスが生成され、潜在的な残留応力になり、スリッティングマシンのスリットにより、ストレスバランスが失われ、曲げが提示されます。
それはまた、矛盾と曲げの両側に明らかなバリまたはバリが出現したため、スリッティングマシン機器のストリップのせん断プロセスによるものでもあります。たとえば、巻きのプロセスでは、burr側があり、プレートの厚さのバリが大きいため、体積の直径が大きくなり、フレアバレルが生成され、ベンドの延長の端が形成されます。この状況は、紙の適切な厚さの反対側に挿入するか、分割処理を行う必要があります。

さらに、それはまた、ストリップエッジの不均一性、波状の存在によるものである可能性があります。これは、そのエッジの厚さの変化につながり、最先端の延長を引き起こします。特定の対策は次のとおりです。水平方向のクリアランスを増やして、側面圧力を軽減します。切断されている材料に適したブレードを選択します。
さらに、スリットプロセス中に、スチールストリップの水平折りたたみの問題に遭遇する可能性があります。このような状況では、1つ目は折りたたみマークの生産に伴う刃が原因である可能性があります。たとえば、スリッターが狭いストリップの幅を切ると、フィンガープレスが2つの外側のエッジの間のギャップを埋めないため、ストリップは2つの外側の刃に引っかかります。
さらに、折りたたみマークの巻きリール顎、巻線の鋼鉄のストリップが近くにないと円を巻くために、この膨張状態では生成時に風が続き続ける可能性があります。
スリットマシン機器の操作では、スライト製品の上部に明らかなナイフマークがあることもわかります。これは、プラテンとスチールの高さの不一致により、プラテンによって生成されたナイフマークによって引き起こされる可能性が高いことがわかります。または、ナイフマークは、めっきのツールの上向きと下向きのジャンプによって引き起こされる場合があります。